
Principais configurações de impressão 3D do fatiador que você precisa conhecer!
Saber as principais configurações de impressão 3D é essencial para obter a melhor qualidade possível durante a fabricação do objeto impresso 3D
As configurações de impressão 3D são essenciais para garantir o melhor resultado possível, mesmo na etapa da configuração do software.
Com isso, o fatiador ou Slicer se torna também um importante passo para garantir que o modelo de impressão 3D computadorizado seja convertido corretamente para um conjunto de instruções para impressora 3D. Para o usuário, as configurações de impressão 3D garantem que a qualidade da fabricação seja mantida, principalmente durante as etapas iniciais que envolvem os softwares específicos para modelagem e configuração da impressora 3D. E você, quer saber mais sobre quais as principais configurações de impressão 3D com o fatiador? Continue acompanhando nossa publicação!
Quais são as configurações de impressão 3D Slicer?
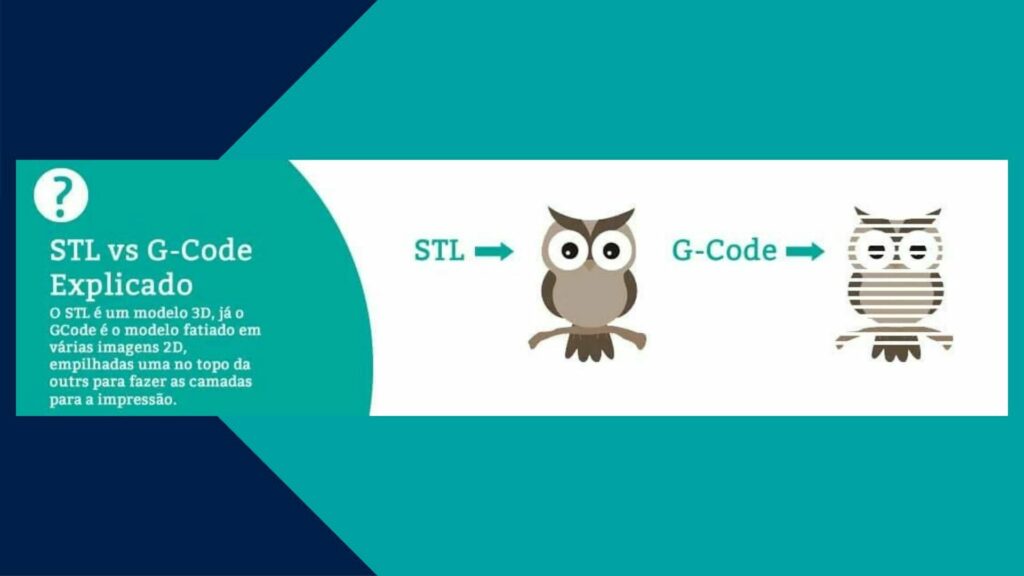
Na sua essência, o software fatiador transforma o modelo 3D CAD e o “corta” em camadas – como um conjuntos de imagens 2D cortadas que são colocadas uma sobre a outra, formando um objeto 3D. O software então faz os cálculos necessários para saber a altura de cada camada assim como a quantidade de material necessária para a impressão da peça 3D. O software Slicer converte toda a informação adquirida com o objeto 3D no GCode que será enviado para a impressora 3D.
Quais são as principais configurações de fatiamento das impressoras 3d que é necessário conhecer?
Altura da camada
Este tipo de configuração irá estabelecer a altura da camada do filamento de impressão 3D durante a fabricação — e pode ser relacionada com a resolução numa fotografia ou num filme. Quando escolhida a altura de camada maior, o objeto terá menos detalhes e irá utilizar menos filamento. Quando escolhida a altura de camada menor, irá garantir um nível de detalhe maior com as camadas se fundindo uma com as outras. Outro ponto importante é que quanto mais fina a altura da camada mais tempo irá levar o processo de fabricação da impressão pelo maior número de camadas que irá ser necessário. Um objeto com menos detalhes irá ser impresso mais rapidamente e terá menos detalhes. Se você quiser saber um pouco mais sobre altura de camada, não deixe de conferir este artigo.
Espessura da Parede ou Casca
A casca é a parede exterior do objeto. A espessura da casca na realidade se refere ao número de camadas que a parede externa irá ter antes da impressão do preenchimento interno. Quanto maior configurada for a sua espessura da camada, mais espessa vai ser a parede externa. Obviamente, a espessura da casca impacta diretamente na força e rigidez que o objeto 3D irá ter. Se essas forem qualidades necessárias a peça 3D, vale a pena investir um pouco mais e ter cascas mais espessas — caso o objeto for decorativa, não é necessário ter cascas mais espessas. Nós também preparamos outro artigo para te ajudar nesta configuração aqui.
Retração
Essa é uma configuração de impressão 3D importante que faz com que o filamento seja puxado para dentro do bico extrusor toda vez que houver algum tipo de mudança de posição durante a fabricação do material. Isso faz o filamento parar de vazar durante a movimentação do bico e evita que caia material em outras partes da peça. Você deve configurar corretamente este parâmetro, pois ele é de grande importância para o acabamento final da peça, interferindo em geração de strings e blobs.
Densidade do preenchimento
A densidade da peca ou infill é uma medida de quanto material irá ser impresso dentro da casca externa do objeto em questão e é geralmente medido de acordo com uma porcentagem. Isso significa que quando a porcentagem de 100% é selecionada, o objeto impresso irá ser sólido com nenhum espaço dentro da sua casca. Se a porcentagem selecionada for 0%, o objeto será vazio no seu interior.
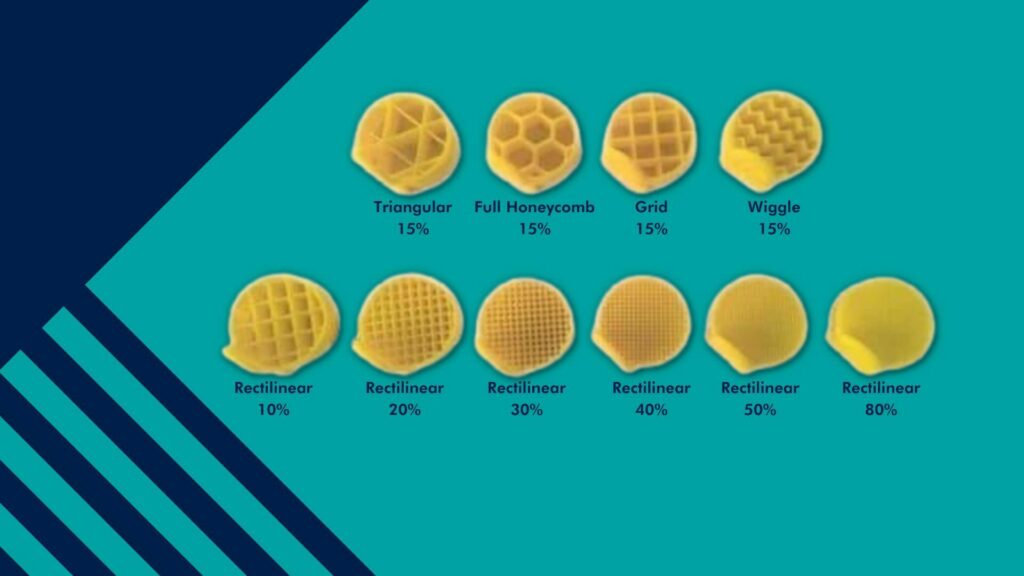
Sendo assim, um objeto com uma alta densidade de fio nas suas configurações de impressão 3D irá ser mais forte e mais pesado do que um objeto com um menor percentual de densidade do fio. Você certamente quer saber um pouco mais sobre este parâmetro, não é? Leia este artigo sobre infill.
{kind=link}
Velocidade de impressão
Como o próprio nome já diz, esta característica se refere a velocidade com que a cabeça de impressão viaja enquanto está trabalhando na extrusão de filamento. Sendo assim, a otimização da velocidade de impressão irá depender do tipo de objeto que está sendo impresso e do material do filamento que está sendo utilizado. Objetos simples e com poucos detalhes podem ser impressos de maneira rápida e objetos mais complexos e com mais detalhes irão ser beneficiados com uma impressão 3D mais lenta. Nas configurações de impressão 3D, a velocidade irá afetar na aderência do filamento com as camadas do objeto. Lembre-se de que outros parâmetros podem ser usados para compensar efeitos de outros. Para uma impressão mais rápida, o aumento de temperatura pode compensar a fusão de camadas.
Espessura inferior e superior
Essa configuração irá determinar o quanto de material irá ser depositado antes do preenchimento começar e também o quanto de material irá ser depositado após a impressão ser finalizada. A espessura do material na parte superior e inferior do objeto é importante por algumas razões. A primeira razão é que um material mais espesso na parte inferior do objeto irá promover uma base mais forte e estável. A segunda razão diz respeito a parte superior, que com mais material irá prevenir furos, falha de preenchimento e terá uma superfície mais sólida.
Faça uma espiral. Suavize os efeitos de blob em Z
Caso tenha sido feita a impressão 3D e de um lado pode aparecer uma cicatriz vertical, esta cicatriz é então chamada de cicatriz Z ou de Zipper. É formado pelo início e fim da impressão de cada camada na manufatura aditiva. Este efeito ocorre quando a extrusora sobe para a próxima camada, deixando escoar um pouco de material, antes de continuar a impressão.

Essa cicatriz pode ser desagradável em alguns tipos de objetos e pode ser um ponto de fraqueza na estrutura da peça. Para remover esse tipo de marca no objeto impresso, é essencial ter conhecimento sobre as configurações de impressão 3D. Em seu fatiador, se faz necessário ativar a função Spiralize e ter a certeza de que está ativa quando for feita a conversão do arquivo STL para o GCode. Esta função irá fazer com que as camadas de impressão ocorram de forma natural e contínua, sem um ponto de início e fim.
- No fatiador Cura : este recurso é chamado de “Spiralize outer contour”;
- Simplify3D : chamado de start point, você pode user um início aleatório, ou random start point;
- Slic3r : este parâmetro é o “Seam position”.
Saiba mais!
Alterar as configurações de impressão 3D conforme as características do objeto que irá ser impresso é essencial para manter a boa qualidade da fabricação. Também é importante planejar a impressão para conhecer a quantidade de material necessário além de saber o tempo que irá levar até aquele objeto estar 100% pronto para utilização. Também é essencial conhecer as principais configurações de impressão 3D Slicer para entender o que cada uma irá afetar na fabricação do objeto impresso 3D. Compartilhe este artigo nas redes sociais e fique por dentro do assunto acompanhando as nossas publicações!