
Aprenda a Calibrar sua Impressora 3D FDM
aprenda a calibrar sua impressora 3d
Calibrar sua impressora 3D FDM, pode ser um grande desafio! Ajusta-se um parâmetro, outro e mesmo assim a impressão não fica satisfatória.
Por isso é muito importante saber, qual parâmetro pode ser ajustado, e quais as formas de fazer essa calibração.
A maioria dos usuários de impressão 3D até pessoas com altos de níveis de conhecimento na tecnologia ainda enfrentam esse dilema que é calibrar a impressora 3D.
Neste artigo, trouxemos para vocês, alguns modelos que podem lhe auxiliar nessa tarefa. Continue acompanhando e aprenda conosco! Vamos Lá?
Torre de Calibração de Temperatura
Este modelo é uma torre de calibração de temperatura inteligente e compacta. Mais que testar a temperatura, este modelo possibilita avaliar o overhangs (imprimir no ar), pontes (bridge) e até mesmo os recursos para formas anguladas da impressora. O que faz dessa torre um excelente modelo para calibrar rapidamente a temperatura da sua impressora 3D!
- Temperatura: defina o intervalo de temperatura do seu filamento indicado pelo fabricante. Imprima a torre de calibração e escolha a melhor temperatura observando em qual “andar” a qualidade ficou ruim. Deste modo você saberá exatamente qual a temperatura ideal de impressão para aquele tipo de filamento. É necessário usar as extensões de ‘Auto Tower” extensões do fatiador (Cura), ou o plugin “Z Offset setting”.
- Bridge: visualmente você consegue identificar qual ponte (bridge) ficou com o melhor acabamento.
- Stringing: esse é um erro de impressão que está diretamente ligado ao parâmetro de temperatura. Com este modelo, você também consegue observar qual temperatura é a ideal para evitar este tipo de problema.
Acesse: Torre de Temperatura by marketing3dfila2022 – Thingiverse e baixe gratuitamente esse arquivo.

Benchy
É um dos principais modelos de testes de configuração de impressoras 3D FDM. Ao imprimir em 3D este arquivo STL, você poderá avaliar sua impressora 3D em diversos aspectos desde a qualidade do filamento até o resultado com as impressões e máquinas de outros usuários.
Isso poque esse modelo foi projetado para imprimir sem materiais de suporte. Além de trazer diferentes superfícies que revelam problemas típicos em relação ao acabamento, precisão do modelo, deformação etc.
- O casco: é uma superfície curva, grande e lisa que desafia a impressão 3D e revela claramente quaisquer desvios na superfície. Por isso fique muito atento ao acabamento dessa parte.
- Simetria: ele é perfeitamente simétrico, o que torna qualquer distorção fácil de detectar. Avalie o barco de todos os ângulos possíveis.
- Faces horizontais planas: as superfícies superiores do convés, caixa e chaminé são lisas, horizontais e paralelas ao nivelamento inferior.
- Detalhes da superfície: se você tem uma impressora 3D de alta resolução, é aqui que você pode brilhar! As letras na popa têm menos de 2 mm de altura e a espessura da placa de identificação é de apenas 0,1 mm. Dessa forma você consegue avaliar os detalhes finos da peça.
- Formas cilíndricas: a chaminé é projetada para definir formas cilíndricas com diâmetros internos e externos diferentes. Tornando possível identificar claramente desvios nos círculos.
- Superfícies de saliência: as questões de saliência são o calcanhar de Aquiles da impressão 3D. O Benchy oferece várias áreas desafiadoras, como no interior de difícil acesso. Por isso avalie todas as saliências com muito cuidado.
- Grandes furos horizontais: a janela traseira oferece um grande orifício horizontal circular e o círculo oferece um recurso isolado de difícil alcance.
- Orifícios pequenos inclinados: o suporte da barra de pesca fornece um orifício muito pequeno e ligeiramente inclinado. Assim você consegue verificar a impressão de detalhes e também de áreas que formam os ângulos.
- Detalhes da primeira camada: as letras rasas na parte inferior do barco indicam claramente como está a primeira camada. Se ela estiver esmagada demais, as letras não ficarão visíveis.
Acesse: 3D Benchy by marketing3dfila2022 – Thingiverse e baixe gratuitamente esse arquivo!

String Test Fast Pyramid
Este modelo é uma maneira super rápida de testar a temperatura, o resfriamento e a retração da impressora. Ele usa apenas um parâmetro: a distância mais longa do string a ser testado.
- Temperatura: temperaturas altas muitas vezes implicam em peças pouco resistentes e com muito oozing.
- Retração: uma temperatura muito alta causaria uma série de outros problemas em suas impressões. Sendo assim, se você está sofrendo apenas com oozing a retratação é provavelmente o problema. Poucos fios soltos são muito comuns em pequenas distâncias e são muito fáceis de limpar após a conclusão da impressão. Se as distâncias forem mais longas, a configuração de retração deve ser reavaliada.
Acesse: String_Test_Fast_Pyramid by marketing3dfila2022 – Thingiverse e baixe gratuitamente esse arquivo.

Bed Levelling (Teste de Nivelamento de Mesa)
O nivelamento de mesa costuma ser a parte mais complicada da calibração da impressora. Com este modelo você consegue melhorar sua primeira camada com apenas alguns minutos de impressão.
Primeira camada: inicie sua impressão e verifique se o filamento está sendo levemente esmagado contra a base de impressão em todos os 9 pontos impressos. Repare se a quantidade de filamento depositado na mesa está abaixo do esperado em algum ponto. Se estiver, é porque o bico está muito próximo à mesa. Caso contrário (o filamento estiver solto/arredondado), é porque neste ponto a mesa está desnivelada para baixo.
Acesse: Bed Levelling (Teste de Nivelamento de mesa) by marketing3dfila2022 – Thingiverse baixe gratuitamente esse arquivo.
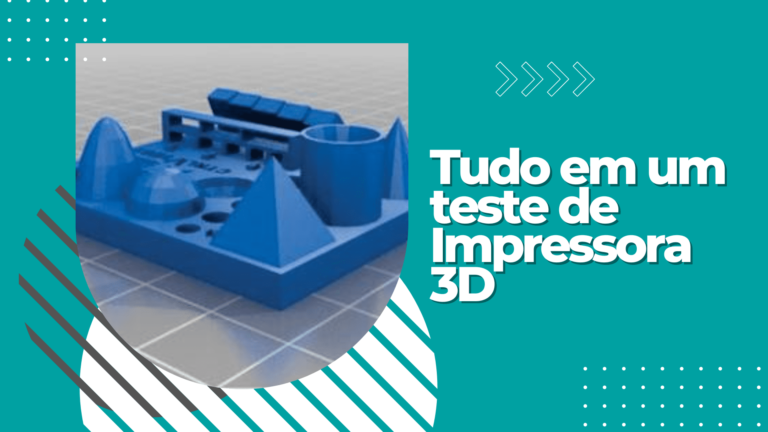
All In One 3D Printer Test (Tudo em um teste de impressora 3D)
Se você quiser testar sua impressora em múltiplos parâmetros, esse modelo traz saliências, pontes, extrusão, temperatura, tensão da correia, de forma dinâmica para se testar todos os aspectos.
Na hora de imprimir, selecione 100% de preenchimento e não adicione suporte.
- Tamanho geral: o objeto é 4 x 50 x 50 mm (placa de base), após a impressão meça com um paquímetro. Assim será possível verificar se as dimensões estão correspondentes às fornecidas.
- Tamanho do furo: após a impressão, você também precisa medir os três furos (3/4/5 mm) com um paquímetro.
- Tamanho da porca: a porca M4 deve encaixar perfeitamente, por isso insira uma porca nesta medida. Em todo caso, é importante mencionar que talvez você precise aplicar certa pressão para encaixar ambas as peças.
- Detalhes finos: pirâmide, cone, todos os números, verifique se tudo está com um bom acabamento. Pois se tratam de formas difíceis de serem impressas.
- Impressão arredondada: verifique também o acabamento da onda e meia esfera.
- Distância mínima entre paredes: 0,1/0,2/0,3/0,4/0,5 mm – você obterá resultados diferentes dependendo das configurações de tamanho do bico e do fatiador. Logo, é necessário avaliar estes parâmetros sempre que mudar de impressora ou configuração.
- Saliência: 25°/30°/35°/40°/45° – de acordo com o material, o resultado pode ser completamente diferente em uma mesma peça. Então tenha atenção ao material utilizado!
- Planícies: todas as áreas planas não devem ter ondulações e nem espaçamentos.
Acesse: All In One 3D Printer Test (Tudo em um teste de impressora 3D) by marketing3dfila2022 – Thingiverse e baixe esse arquivo gratuitamente.
Cubo de Calibração XYZ
Este cubo é um modelo rápido e fácil para testar sua impressora. Seu objetivo principal é ajudar na precisão dimensional da impressora 3D. Além disso, você pode testar temperatura, extrusão e vibração.
Imprima um cubo de calibração e certifique-se de orientá-lo para corresponder aos eixos X ,Y e Z adequados para a sua impressora. Assim será mais fácil identificar em qual eixo está ocorrendo um possível problema.
- Dimensão: o cubo tem a dimensão de 20 x 20 x 20 mm. Então meça com paquímetro se as dimensões correspondem as especificadas após a impressão.
- Acabamento: verifique se as letras estão impressas com boa qualidade.
- Vibração: esta é uma ótima peça para verificar se seus modelos serão impressos com um erro muito comum – a vibração. Após a impressão, confira principalmente o eixo X para se certificar que este problema não ocorreu.
Acesse: Cubo de Calibração XYZ by marketing3dfila2022 – Thingiverse e baixe esse arquivo gratuitamente.
Teste de postura da PolyPearl Tower
A PolyPearl Tower é um modelo ótimo para testar bridge, curvas, projeções , dentre outros fatores. Auxilia na calibração e nas configurações da sua impressora e/ou filamento. Com ele você consegue testar os mais diversos parâmetros de impressão, já que é projetado para ser impresso sem suporte.
- Ângulos: normalmente, 45° é considerado como o ângulo crítico que as impressoras podem imprimir sem usar suporte. As três pernas de apoio da PolyPearl Tower são impressas justamente neste ângulo. Portanto, verifique a parte inferior desses pilares após a impressão. Eles devem ser lisos e uniformes e, se você encontrar os pilares não lineares, tente aumentar o resfriamento e diminuir a temperatura.
- Pequenos ângulos: apresentando uma inclinação aguda de 9°, esse recurso testará a capacidade de sua extrusão de maneira uniforme. Também é um bom teste de filamento, pois as variações de diâmetro resultarão em folgas ou anéis não circulares. Ajuste seu multiplicador de extrusão para aperfeiçoar o declive agudo. Este recurso também pode ser afetado por sua porcentagem de preenchimento. Uma porcentagem baixa de preenchimento não fornecerá o suporte necessário para que os anéis se formem perfeitamente. Se os problemas com declives persistirem, tente aumentar o número de camadas sólidas superiores na sua impressão.
- Detalhes finos: eles são um desafio para qualquer impressora! A esfera inferior da torre apresenta pequenos recortes circulares ao redor do centro. Observe bem pois estes furos devem ser redondos em ambos os lados.
- Saliências: em ambas as seções de bola da torre PolyPearl, inspecione os detalhes e compare a parte superior com a parte inferior. O fundo deve estar bem formado, circular e plano. Você verá que a saliência superior é muito mais difícil de aperfeiçoar.
- Extrusão: para obter as configurações perfeitas de extrusão, não deve haver indicação de onde a camada foi iniciada e interrompida. Então teste suas configurações de extrusão e retração para obter a configuração perfeita.
- Formas circulares: verifique as formas circulares do modelo. Essas bolas devem ser consistentes e esféricas. Jogue com suas configurações de velocidade para otimizá-las.
- Pontes finas e curvas suaves: embora a distância dessa ponte não seja tão grande, o design de hélice tripla testará a capacidade de ponte de impressão em quatro orientações diferentes. Examine as configurações de resfriamento e bridge para otimizar a ponte fina. Você deve notar uma curva suave nas laterais da hélice tripla, então fique de olho em onde as pontes se encontram com a hélice.
- Preenchimento da camada superior: o preenchimento da camada superior no logotipo da Polymaker deve ser total. Isso porque ele é afetado pelo número de camadas de topo escolhido, assim como a quantidade de perímetros.
- Precisão dimensional: verifique a precisão dimensional de sua impressão em relação às medições. A altura total da torre PolyPearl é de 99 mm, permitindo imprimir em praticamente todas as impressoras 3D no mercado. Use um paquímetro para medir o diâmetro das bolas superior e inferior, respectivamente. Assim você pode criar uma taxa para a sua impressora, para que você saiba como projetar e dimensionar a sua máquina.
Acesse: Poly Pearl Tower (Teste de postura ) by marketing3dfila2022 – Thingiverse: e baixe esse arquivo gratuitamente.

Viu como a calibração de sua impressora pode se tornar mais simples?
Esses modelos podem te ajudar e muitos deles são testes rápidos, enquanto outros testam múltiplos parâmetros de uma só vez, todos eles são muito eficazes.
Reserve sempre um tempinho para realizar esses testes. Assim você garante impressões cada vez melhores!