
Tudo sobre: Filamento Tritan HT
Nesse artigo você encontrará todas informações que você precisa saber sobre como imprimir com Filamento Tritan HT . Aproveite para conhecer as particularidades do filamento Tritan, suas indicações e diferenciais no mercado. Você não vai se arrepender!
O que é o Filamento Tritan HT?

Produzido a partir de copoliéster durável, ele é extremamente resistente e não quebradiço, contudo, pode ser arranhado com certa facilidade.
Com estabilidade excepcional e alta fusão, este filamento entrega recursos avançados para criar peças 3D. Além disso, proporciona itens com ainda mais detalhes e força, além de uma baixa emissão de partículas.
O Tritan HT tem baixo odor e não possui estireno em sua composição e bpa-free. Com os filamentos 3D Tritan HT é possível imprimir itens mais funcionais que precisam ser mais duráveis, mais eficientes e atrativos. Com Tg acima de 100⁰C, prototipação passa a ser realmente funcional.
As Principais Características do Tritan HT:
Alta resistência a temperatura
Uma das características mais importantes do filamento Tritan é a sua elevada resistência à temperatura de 100⁰C. Isto significa que suas impressões 3D agora não se deformarão facilmente com temperaturas mais elevadas.
Também usam o Tritan HT para construção de peças que precisam ser usadas em auto-claves: (*condições específicas podem ser aplicadas – contudo é recomendado a realização de testes antes de colocar em produção)
Este filamento 3D foi projetado para trabalhar com a maioria das impressoras 3D, inclusive impressoras abertas, como Ender 3, Longer e Anycubic.
Desta forma, é um material que consegue obter grandes características de robustez, mas ainda com a facilidade de impressão que os filamentos de Nylon não possuem. Por sua vez, os filamentos de Nylon disponíveis no mercado, na data em que este artigo foi publicado, possuem grande dificuldade devido a absorção rápida de umidade.

Material resistente = peças resistentes
O Tritan HT é ideal para usuários avançados de impressão 3D, especialmente aqueles que precisam que suas peças apresentem excelente durabilidade, dureza e resistência à temperatura. Tem excelente aderência entre as camadas e resistência à tração.
Devido à sua natureza durável, os filamentos 3d fila Tritan HT serão uma ótima escolha para fazer suas próprias ferramentas, podendo ser peças customizadas para uma linha de produção ou melhoria para sua oficina, este material será exclusivo para o seu trabalho.
Apresenta excelente aderência à mesa;
{kind=link}
Adere fácil entre as camadas;
Conta com tecnologia FDM;
Mais flexível que o ABS ou PLA convencional;
Preço razoável ($$$).

Qual a diferença do Tritan para outros tipos de filamento?
O filamento Tritan possui algumas características que fazem com que ele se destaque no mercado. A primeira, diz respeito a sua capacidade de impacto e resistência, que são bem elevadas.
O mesmo vale para a sua resistência química. Maior do que muitas opções disponíveis, esse detalhe permite que as peças produzidas em Tritan possam ser higienizadas, até mesmo, em máquinas de lava-louças.
Já em elementos de paredes espessas, essa opção se mostra mais transparente em comparação ao PETG. Podemos dizer que ambos são pesados, livres de BPA, halógenos e estirênicos.
Entre os profissionais, o filamento Tritan ficou famoso pela sua resistência térmica, que é uma das mais potentes — chegando até 110 ºC — o Filamento ABS, fica atrás, suportando 95 ºC.
Onde usar o filamento Tritan?
Como mencionado, o filamento Tritan é bem resistente, conseguindo lidar bem com a pressão e as altas temperaturas. Fato que permite o seu uso nos setores de engenharia, indústria automotiva, química, aeroespacial e médica, especialmente, aqueles com foco na produção de peças mecânicas.
E mais: o material ainda pode ser aproveitado para imprimir itens grandes, principalmente, porque ele conta com baixíssima concentração e pouco warping.
Você pode estar se perguntando quem deve usar o Tritan HT 3D Fila e para responder a essa pergunta, destacamos algumas áreas baixo.
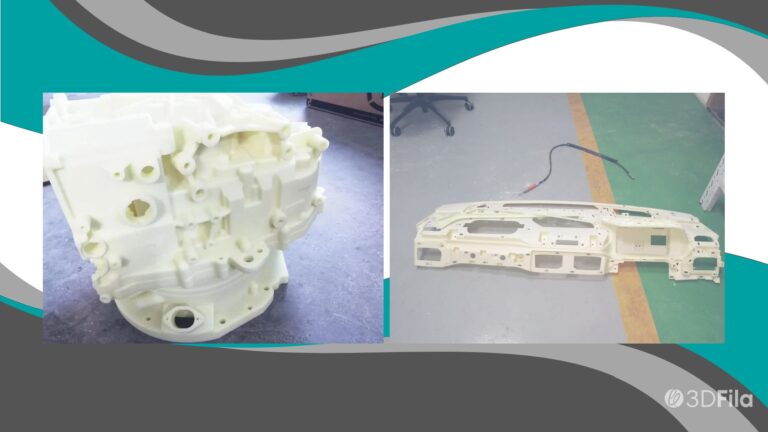
Automotiva
A combinação única de filamentos 3d fila Tritan HT de alta dureza e resistência à temperatura torna este material adequado para aplicações do mundo real em indústrias como automotiva.
Seja imprimindo peças usadas no compartimento de motor ou nos suportes funcionais e outras braçadeiras, já que suas características mecânicas duráveis permanecem ao longo do tempo.
Prototipagem funcional
Nós acreditamos que muitas outras aplicações serão desenvolvidas nesta área. Podendo ser uma case para partes eletrônicas ou um headphone que precisam de estabilidade e resistência adequadas ao calor.

Como Imprimir com o Tritan?

Apesar de podermos dizer que a impressão com este material é mais fácil do que a impressão com Nylon, o Tritan ainda exige uma sensibilidade ou um pouco mais de experiência do operador.
A princípio, para prevenir contra o empenamento (warping), recomendamos usar mesa aquecida em 110 graus ºC (reais), e em alguns casos é necessária a combinação com algum tipo de mesa especial. É importante saber que mesas do tipo PEI podem gerar uma aderência além no desejado, então tome cuidado.
Além disso, para conseguir as melhores impressões de qualquer filamento 3D, é importante configurar o fatiador corretamente para cada material. Por isso, neste artigo falaremos um pouco sobre as principais configurações e valores iniciais para várias impressoras.
Mesa aquecida
Como já informado, para o filamento Tritan HT é recomendado a impressão com mesa aquecida, principalmente de objetos maiores, com o objetivo de prevenir problemas com empenamento (warping). Além disso, é importante que a primeira camada fique muito bem feita, pois com isso você não terá problemas com delaminação deste material, já que ele possui grande fusão entre as camadas.
Para as impressoras 3D com mesa de vidro, estas devem trabalhar com temperaturas entre 110ºC e 120º C. E quanto a impressão de objetos grandes, sendo estes acima de 15cmx15cm (225cm2) de área, pode ser recomendada uma mesa especial. De qualquer forma, uma impressora fechada também pode ajudar neste processo de impressão.
Ventilação
Para conseguir melhores resultados e peças mais fortes, é recomendado a impressão sem ventilação forçada. No entanto, se a sua peça possui overhangs ou partes com pontas, pode ser necessária alguma ventilação, porém utilize-a com moderação. Você pode ainda ligar a ventilação apenas em linhas de perímetro (Externas), desta forma é garantido que o preenchimento mantenha uma maior fusão entre as camadas.
Tempo mínimo de camada
Sempre que ajustes forem necessários, pense em diminuir o tempo mínimo por camada, para que cada camada tenha tempo suficiente para resfriamento e tenha melhor aderência. Este tempo dependerá da geometria da sua peça e do material.
Temperatura de impressão e extrusão
Como para qualquer filamento 3D, a temperatura que devemos configurar depende da altura de camada e velocidade de impressão.
O fluxo de material em mm3/s igual (tamanho de camada * diâmetro do bico) * velocidade de impressão
Quando consideramos configurações padrões como 0,2mm de altura de camada e velocidade de impressão de 50mm/s, recomendamos que para a maioria das impressoras esquente seus bicos entre 260ºC e 280 ºC. Já em 0,1mm e 50mm/s é possível usar temperaturas mais baixas, algo entre 250 ºC e 270 ºC. Dessa forma, menores camadas exigem menores temperaturas, uma vez que você trabalha com menos material por camada.
Imprimindo pontes
Quando suas impressões exigirem pontes e não for possível usar suportes, tente usar o recurso de bridge/ponte do seu fatiador com ventilação forçada em 100% para as primeiras linhas impressas. Dessa forma, elas farão papel de suporte para as próximas. Contudo, não se esqueça de diminuir a velocidade de impressão durante a impressão das pontes.
Se você observar que as pontes estão quebrando durante a impressão, tente aumentar o fluxo de filamento ou aumentar o parâmetro “largura do perímetro” da ponte (bridge petimetre width).
Retração
Como ponto de partida, você poderá utilizar valores parecidos com os que são usados para o filamento PLA na maioria das impressoras 3D. Provavelmente você fará pequenos incrementos em velocidade e comprimento.
Se o seu fatiador tiver o recurso de “Coasting” não deixe de fazer sua ativação. Esse recurso tem como objetivo parar o fluxo de material um pouco antes da movimentação do cabeçote (travel), com isso ocorre um alívio na pressão no hot-end, ajudando assim no processo de retração.
Transparência e translucidez
O filamento 3D Tritan HT é extremamente translúcido e permite a impressão de lindas peças e aplicações que exigem a observação interna ou através. De maneira geral, para conseguir melhor transparência, é necessário dosar a maior temperatura com a menor velocidade, resultando no tempo de residência do material no hot-end.
Dessa forma, quanto maior a temperatura, maior a transparência, até o limite em que você passa a obter pequenas bolhas ou um material amarelado.
E o mesmo ocorre para a velocidade de impressão, quanto menor a velocidade, maior a transparência. Se você estiver imprimindo com alta velocidade ou baixa temperatura continuará a observar linhas brancas.
Experimente imprimir sem ventilação, altura de camada de 0,1mm e 20mm/s com preenchimento (infill) de 100%. Além disso, utilizar bicos maiores, como 0,8mm, também podem ajudar a garantir sua transparência.
Elasticidade
Um parâmetro importante para os termoplásticos é o Módulo de Elasticidade. Ele descreve a relação entre a tensão (força aplicada) e a deformação (alteração na forma) sob tensão de tração, oferecendo uma ideia de quão resistente o material é à deformação elástica quando submetido a carga.
O módulo de elasticidade do Tritan para os métodos de teste ASTM D 638 e ISO 527 tem valores típicos respectivamente de 1540 MPa (2.25 x 10^5 psi) e 1538 MPa.
Dica extra:
Antes de escolher a temperatura, sempre analise a velocidade da impressora e, se possível, confira diretamente com o fabricante qual é o nível máximo que a sua máquina suporta.
Outro detalhe relevante é que o filamento Tritan exige uma temperatura de extrusão alta. Logo, esse ponto pode ser visto como um empecilho para as impressoras 3D com Tubo Teflon, já que esse tipo de material apresenta baixa resistência térmica.
Não tem segredo: com esses passos, você conseguirá usar o filamento Tritan com eficiência e praticidade. Se gostou acompanhe outras dicas como estas no nosso Instagram. Nos encontramos lá!
Não percebi você mencionar o módulo de elasticidade. Tem este valor??
Oi Silvio! Agradecemos pelo feedback! Atualizamos o artigo. O módulo de elasticidade do Tritan para os métodos de teste ASTM D 638 e ISO 527 tem valores típicos respectivamente de 1540 MPa (2.25 x 10^5 psi) e 1538 MPa. Um abraço!
Consigo imprimir este material em uma Bambu Lab P1S ?
Recomendar trocar a mesa PEI que já vem junto à impressora ?
Oi Emilio! Não precisa. A mesa que vem com a impressora é muito boa!
Boa tarde;
Consegui imprimir bem em impressora aberta (peças sem grande “overhang”), mas em PEI e em vidro especial (Ultrabase da Anycubic) não aderiu de jeito nenhum, mesmo com a mesa em 110C. Só consegui imprimir usando dupla face sobre espelho – nesse caso posso até baixar a temperatura da mesa para uns 80 graus. Alguma outra recomendação para a aderência? O acabamento na dupla face não fica muito legal.
Oi Ricardo! Aderência pode ser um verdadeiro desafio, especialmente em superfícies como PEI e Ultrabase. A solução que você encontrou com a dupla face sobre espelho é interessante, mas entendo que o acabamento pode não ser o ideal. Uma opção que pode ajudar é aumentar a temperatura da mesa para 120°C, especialmente em superfícies mais difíceis. Outra alternativa é testar adesivos específicos, como o ABOND, que podem melhorar a aderência sem comprometer o acabamento. Às vezes, usar um bico levemente mais próximo da mesa também pode fazer diferença. Espero que essas sugestões ajudem a melhorar ainda mais seus resultados! Outra possibilidade é imprimir uma primeira camada com temperatura bem elevada, como 290C.
Estou tendo bons resultados com placa smooth da creality que veio com ela, a 100 graus e cola bastão. Importante manter a velocidade recomendada senao acontecem aberrações durante a impressao.
Fiz um teste inicial para peça pequena (conector de bomba d’água de watercooler) e não consegui definir corretamente os parâmetros. Possuo uma ender 3 V3 SE e tenho usado o aplicativo da bambu que tem me dado melhores resultados e vi agora que tem uma biblioteca de materiais onde posso adicionar materiais personalizados. Vocês poderiam me enviar os parâmetros que posso colocar nesse personalizado para um melhor resultado?
Oi Alexandre, tudo bem? Consegue entrar em contato direto com nosso suporte por whatsapp? O número é 31 34116464.
Mas de maneira geral, basta você escolher o perfil “genérico” de PETG d alterar as temperaturas de mesa (100) e impressão (260). Imprimir Tritan neste modelo será um pouco desafiador, mas não é impossível e vai depender da geometria da peça. Veja que sugeri estas temperaturas, já que são as limitadas por esta impressora. Ideal mesmo seria uma impressora fechada, com mesa entre 110 e 120 e impressão no mínimo 270, mas ideal em 280-290. Não deixe de procurar nosso suporte! Sucesso!
Boa noite, comprei o TRITAN para utilizar com a Bambulab A1. Consegue ajudar com a configuração básica para iniciar?
Melhor utilizar a configuração reservada se ASA ou PETG? Que configuração de bico mesa e ventilação seria melhor para iniciar?
Oi Daniel! A impressão com Tritan em uma Bambulab A1 pode ser um pouco desafiadora. Você vai escolher inicialmente a configuração de impressão para PETG, mas precisará alterar as temperaturas de impressão (em torno de 280º) e mesa (100º). Não poderá trabalhar em ambiente de ventilação (a variação de temperatura fará com que tenha efeitos de warping e descolamento da mesa). Precisa ter em mente também que quanto menor a peça, maior a taxa de sucesso. Para qualquer dúvida não deixe de procurar nosso suporte!
Tenho utilizado esse material há alguns meses na X1C. Estou fazendo peças de engenharia finais e tem mostrado todas as caracteristicas descritas. Continuarei comprando.
Muito bom João! Depois conta pra gente aqui como ficou o seu setup, pode ajudar muitos colegas! Parabéns!
pode me passar os parametros para a impressora neptune 4 pro
Anthony, você pode usar perfil genérico de PETG, mas colocando temperatura de extrusão em torno de 280 graus e mesa 110 graus. Ideal é não usar em impressoras abertas.
Esse filamento é Food Safe, garantido?
O Filamento em si é Food Safe. É feito com a mesma matéria prima usada, por exemplo, em recipientes de liquidificadores.