
PETG XT: Tudo o que você precisa saber sobre esse filamento
Neste artigo traremos um release sobre os filamentos PETG da 3D Fila! Esperamos conseguir mostrar aqui para você por que esse material é tão interessante, e que você pode confiar na 3D Fila para obter os melhores resultados!

Conteúdo:
Conheça a História do PETG
Quais as Principais características?
Vantagens do uso do PETGXT
Guia Completo para a Impressão com PETGXT
Diferenças entre PETGXT, PLA e ABS.
Conheça a História do PETG XT
O poliéster PET (Polietileno tereftalato) é um material avançado que foi desenvolvido por dois químicos britânicos Whinfield e Dickson em 1941. Sua formação ocorre pela reação entre o ácido tereftálico e o etileno glicol, originando um polímero, termoplástico. A indústria de embalagens e garrafas só começou a usa-lo na década de 70 e já nos anos 80 as primeiras reciclagens começaram a ocorrer. De lá pra cá foram investimentos um atras do outro para aumentos de plantas de produção desse polímero que não para de crescer. Hoje o PET é o plástico mais utilizado no mundo.
Se o PET é um poliéster, o PETG é um PET modificado com copolimerização. As propriedades modificadas de copolímero são mais desejáveis para uma determinada aplicação.

Principais Características
Entendemos que o PETG (Polietileno Tereftalato de Etileno Glicol) é um co-poliéster sendo um termoplástico similar ao PET, muito versátil e possui características próprias. Pode ser aparafusado, estampado a quente, serrado, cortado, jateado, rebitado, termoformado, usinado, pintado, polido e até mesmo dobrado a frio. Tudo isso sem lascar, esbranquiçar, rachar ou deformar.
É um material transparente e resistente ao impacto, que possui custo menor em comparação ao acrílico e ao policarbonato. Atende à uma grande gama de especificações, do segmento industrial ao de comunicação visual. Se destaca em aplicações que necessitam de transparência.
Existem várias blendas com propriedades diferentes de PETG no mercado. Ele pode ser adquirido apenas em duas empresas gigantes produtoras de co-poliéstere do mercado. Dentre tantas opções a 3D Fila em seu laboratório escolheu uma grade exclusiva batizada de PETG XT, que tem a melhor performance no uso do filamento na impressora 3D. Isso quer dizer que PETG não é tudo igual e dificilmente você terá o resultado tão satisfatório com o uso deste filamento especialmente desenvolvido no Brasil.
O filamento PETG XT é um material muito resistente, tenaz e flexível. São características bem marcantes. Sua escolha será certa para a impressão de peças que precisam suportar fadiga a esforços de flexão, tração e também absorver impactos (altíssima resistência a impacto, mas ainda menor que o ABS). Alguns usuários após o descobrir tais aplicações acreditam que esse material irá substituir o ABS. As vantagens não param por ai, estão também na não emissão de gases tóxicos, e facilidade de uso de impressoras abertas, pois mesmo assim as peças nestas impressoras não se delaminarão, nem mesmo irão se rachar por efeito de contração /warp ou ainda se descolar da mesa.
PETG XT é Atóxico
A matéria prima do filamento PETG é comprovadamente FoodSafe, ou seja, pode entrar em contato com alimentos líquidos ou sólidos. Para este tipo de aplicação recomendamos a leitura do nosso blog sobre o uso da impressora 3D e suas peças para aplicações que envolvem alimentos. Caso o projeto a ser impresso recomendamos o uso do filamento PETG XT na cor glass colorless que não tem aditivos corantes ou pigmentos para darem cores. Este é um material BPA free, e não contem Bisfenol A em sua formulação.
O PETG XT cumpre com as regulações Européias (No. 10/2011) e Norte Americanas FDA (CFR 177.1315(b)(1) e No. 179) para plásticos usados em aplicações de contato com alimentos.
Vantagens do uso do PETG XT
- O filamento PETG tem a reputação de combinar a funcionalidade do ABS (maior resistência térmica e mecânica e mais durável) e a garantia dimensional para peças técnicas do PLA em um único material;
- A adesão da camada quando a peça é fatiada corretamente é excelente;
- Redução do potencial de deformação ou encolhimento de suas impressões;
- Este material também é retornável ou reciclável;
- Embora não seja comum, as peças impressas de PETG podem ser coladas com cola (S-320/2 para copoliéster PETG)
- Na cor natural deste polímero o filamento “Glass Colorless” possui alto grau de transparência.
- Acabamento diferenciado: usualmente as impressões com PETGXT ficam com uma aparência mais reluzente, um acabamento perfeitamente incrível.
Guia Completo para a impressão com PETGXT
Agora que você sabe tudo sobre o PETG XT vamos entender melhor como utilizar este filamento na impressora.
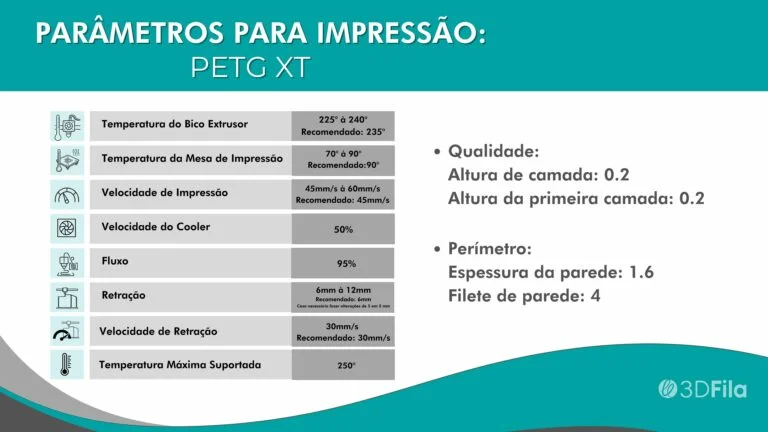
As parametrizações da impressora para a impressão 3D com filamento PETG XT devem ser muito bem ajustadas. A temperatura de impressão geralmente variará entre 225 ° C e 260 ° C, sim, a temperatura dependerá da velocidade de impressão que remete ao tempo de residência do material que é o tempo que o filamento fica dentro da extrusora. A temperatura da mesa de impressão recomendada fica entre 80 ° C e 90 ° C.
Reduza a velocidade de impressão
O PETG XT é um material de alta dureza como mencionamos, mas também é um material que leva mais tempo para começar a derreter, mesmo na temperatura indicada. Sendo assim, para ter uma qualidade boa em suas impressões não recomendamos velocidades superiores a 70mm/seg. Impressão 3D com filamento PETG deve usar velocidades de impressão moderadas. Para a primeira camada, a impressão deve ser executada lentamente e recomendamos 50% da velocidade das demais camadas. Vale sempre lembrar que a primeira camada é a mais importante e única, então, o tempo de fazê-la bem devagar e caprichada não afetará o tempo total gasto para imprimir a peça por completo.
Ventilação forçada
Da mesma forma que o PETG XT demora a derreter, ele também retém calor, prolongando o seu enrijecimento. Esta característica do polímero obrigará a você a trabalhar com o cooler de ventilação forçada direcionado à peça em 100% durante toda a impressão. Caso não faça uso de ventilação, movimentos de overhang e bridge não sairão perfeitos, perdendo a qualidade superficial da peça. É importante lembrar que se sua impressora é fechada, as portas devem permanecer abertas para que a ventilação seja fria e não de ar quente, como é recomendado no ABS. Faça isto sem preocupação, pois esse plástico tem baixa contração e não irá gerar trincas nem empenamentos (warp) por resfriamento excessivo.
Acerte a retração
O parâmetro Retract o Retração do PETG precisa ser muito bem definido e você deve trabalhar com o parâmetro maior do que usa em outros tipos de filamentos. Assim você sugará o plástico de volta para o bico e evita a formação de strings (fiapos, linhas). Este termoplástico tem a característica de ser mais “gosmento”. Usamos em nossas impressoras 5,00mm de distancia e velocidade de 40mm/s. Para evitar a formação de blobs nos pontos de subida do eixo z recomendamos ativar a opção Wipe Nozzle com distância de aproximadamente 5,0 milímetros, que fará com que o bico limpe o excesso de resto de filamento na própria camada que já foi impressa antes de passar para a seguinte. A opção Coast at End também pode funcionar, mas pode deixar lacunas ou pontos finos na parede já que a função deste parâmetro é de desligar a extrusora um pouco antes de terminar o seu movimento na quela camada, aliviando a pressão no corpo da extrusora (0,20mm).
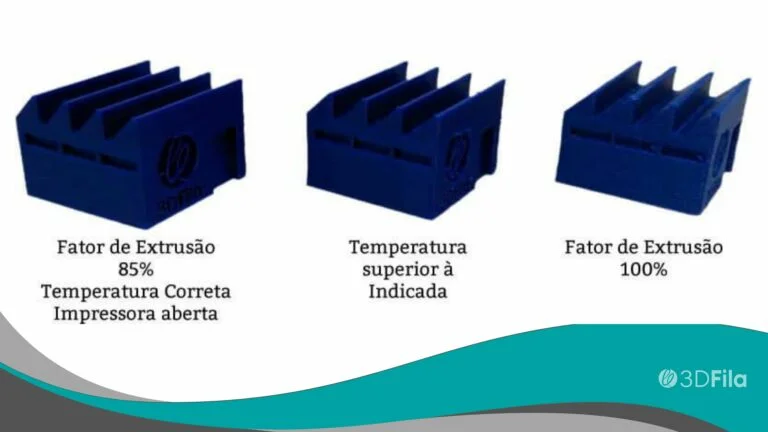
Diminua o fluxo ou fator de extrusão
Mesmo que você tenha feito a calibração da impressora, o fluxo de plastificação no fatiador deve ser reduzido. Recomendamos o valor de 0,85 no extrusion mulitplier do simplify ou slic3r e 85% no flow do Cura.
Atualização: para impressoras como Ender 3, Biqu 1, Mega S e LK4, mantenha o fluxo de 100%. É importante lembrar que o conjunto de extrusão de cada modelo e cada fabricante de impressora 3d pode variar, então tenha em mente que alguns ajustes podem ser necessários.
O excesso de filamento sendo empurrado pelo parafuso trator de filamento irá gerar um acabamento superficial ruim além de fiapos externos à geometria da peça.
Diminuir a quantidade de material empurrado, chamada de sub extrusão, para um co-poliéster pode tornar a superfície da peça mais lisa e bem definida. Seja qual for o fator de multiplicação de extrusão que você determinou durante a calibração da impressora, reduza-o em torno de 5%. Podendo ainda chegar a 15%, como 0,85.
Aumente o infill ou preenchimento
Da mesma forma que o PLA, o PETG XT é viscoso, de maior densidade, e não tendo sustento para fazer as top layer, terá dificuldade no fechamento deixando buracos no topo da peça. Use um preenchimento de pelo menos 20% em suas peças. Dê preferência para o infill Full Honeycomb, pois este tipo de infill não trabalha com alternância de camadas, facilitando o fechamento e, claro, deixará sua peça muito mais resistente. Aproveite e aumente para pelos menos 4 camadas de topo para garantir o fechamento perfeito das depressões deixadas pelo infill.
Atenção à primeira camada
Um outro desafio do PETG é ao imprimir a primeira camada, pois ele tende a se prender muito no bico. Dessa forma, se você tentar imprimir uma primeira camada muito fina utilizando squishing (esmagamento, em inglês – diminuição da altura da camada pela pressão do próprio bico sobre o material extrudido). No caso do PETG, essa pressão adicional faz com que o material, ainda não completamente solidificado, se prenda no bico e acabe por se enrolar nele. Por isso tenha atenção e cuidado nas configurações das peças.

Configurando o fatiador para impressão 3D com Filamento PETG XT
Assim como em outros materiais, é fundamental configurar corretamente o seu software de impressão, seja ele qual for (Cura, Slic3r, Simplify3d, CraftWare, Repetier, etc). Para isto, você pode baixar nossos arquivos de referência aqui ou seguir abaixo com as seguintes dicas de configuração (referência para bicos ou nozzle de 0,40mm):

Aba Extrusor (Extruder no Simplify3D)
- diâmetro do bico (nozzle diameter): 0,4 mm;
- multiplicador de extrusão (extrusion multiplier): 0,85
- largura de extrusão (extrusion width): Auto / 0,40 mm;
- distância de retração (retraction distance): 5,0 mm;
- vertical lift: 0,20 mm;
- velocidade de retração (retraction speed): 40 mm/s;
- cost at end: 0,20 mm;
- wipe distance (marque o Wipe Nozzle): 5,00 mm.
Aba Camada (Layer no Simplify3D)
- altura da camada (primary layer height): 0,20 mm;
- camadas Sólidas Superiores (top solid layers): 4-6;
- camadas sólidas inferiores (bottom solid layers): 4-5;
- perímetro (outline / perimeter shells): 3;
- altura da primeira camada (first layer height): 200%;
- largura da primeira camada (first layer width): 150%;
- velocidade da primeira camada (first layer speed): 40%.
Aba Suporte (Support no Simplify3D)
- percentagem de preenchimento de suporte (support infill percentage): 30%;
- não usar suporte denso (dense support layers);
- desvio horizontal (horizontal offset from part): 0,60 mm;
- camadas de separação vertical superior (upper vertical separation layers): 1;
- camadas de separação vertical inferior (lower vertical separation layers): 1.
Aba Temperaturas (Temperatura no Simplify3D)
- temperatura do extrusor (camada 1) – Primary Extruder: 250°C;
- temperatura do extrusor (camada 2): 245-247°C;
- temperatura mesa (heated bed): 85°C (você pode fazer o uso de adesivos como a A-BOND para ajudar na fixação).
Aba Resfriamento (Cooling no Simplify3D)
- camada 1: 80%;
- camada 2: 80%;
- camada 3: 100%.
Aba Outros (Other no Simplify 3D)
- velocidade de impressão padrão: 60mm/s;
- velocidade de contorno: 50%;
- velocidade de Preenchimento: 70%;
- velocidade de Suporte: 90%;
- limite de área não suportado: 5,0 mm²;
- distância de Inflação extra: 2,0 mm;
- multiplicador de extrusão de pontes: 120%;
- multiplicador de velocidade de ligação: 100%.
Aba Avançado (Advanced no Simplify 3D)
- permitir preencher lacuna quando necessário: sim;
- sobreposição de perímetro permitida: 30%;
- apenas se retraia ao cruzar espaços abertos: sim;
- forçar retração entre camadas: sim;
- curso mínimo para retração: não;
- executar retração durante o movimento de limpeza: não;
- limpe somente a extrusora para perímetros mais externos: sim;
- evite cruzar contorno para movimentos de viagem: não.
Diferenças entre o PETGXT e ABS:
- Ambos os materiais são altamente duráveis, oferecem boa resistência térmica e mecânica;
- O PETG tem resistência maior a flexão, com alta tenacidade, já o ABS tem resistência a impacto ainda um pouco superior ao PETG;
- Ambos os materiais podem ser reciclados, mas não são biodegradáveis;
- O ABS é solúvel em acetona, e alguns outros solventes, já o filamento PETG não é solúvel em acetona e resiste a quase todos os tipos de solventes e produtos químicos disponíveis no mercado;
- O ABS não é seguro para alimentos. Quando manipulado corretamente, o PETG XT é.
- O ABS precisa de uma mesa aquecida que atinja pelo menos 100 graus Celsius reais para impressão em 3D, já o PETG se a mesa chegar a 70ºC graus já é suficiente para assegurar boa fixação;
- Ambos os materiais mostram encolhimento durante o resfriamento.
Mas o ABS têm encolhimento bem maior.
Diferenças entre PETGXT e PLA
- Os dois materiais apresentam menor encolhimento durante o resfriamento, sendo o PETG com encolhimento um pouco maior;
- Ambos tem o mesmo grau de dificuldade para imprimir;
- O PETG é mais durável, mais forte, incomparável resistência a flexão em relação ao PLA e pode lidar com um impacto maior;
- PETG é mais propenso a arranhões do que o PLA;
- Se sua impressora não tem mesa aquecida no PLA não faz diferença, mas com certeza apesar de não ser obrigatório o aquecimento ajudará bastante na fixação do PETG XT;
- O filamento de PLA é mais caro do que o PETG;
- Ambos precisam de ventilação forçada na peça para fazer todos os movimentos com perfeição.
Conforme verificamos neste artigo, o filamento PETG XT tem características muito interessantes que facilitam a tanto o processo de impressão quanto o resultado da mesma. Assim como o PLA, associado à boa resistência mecânica e térmica do ABS e, dependendo do esforço, com resistência até superior.
1. O que é o filamento PETG XT e como ele se diferencia de outros materiais de impressão 3D?
O filamento PETG XT, ou Polietileno Tereftalato de Etileno Glicol, é um tipo de co-poliéster termoplástico usado na impressão 3D. Ele se diferencia por sua versatilidade e resistência ao impacto, sendo transparente e amplamente utilizado em várias aplicações, especialmente aquelas que exigem transparência.
2. Qual é a vantagem de escolher o PETG XT em vez de outros filamentos de impressão 3D?
O PETG XT oferece uma combinação única de resistência e flexibilidade, tornando-o adequado para peças que precisam suportar fadiga, tração e impacto. Além disso, é atóxico, cumpre regulamentos de contato com alimentos e não emite gases tóxicos. Ele também é fácil de usar em impressoras abertas, mantendo a qualidade das peças.
3. Quais são as configurações ideais para a impressão 3D com filamento PETG XT?
As configurações ideais para a impressão com PETG XT incluem uma temperatura de impressão entre 225°C e 260°C e uma temperatura da mesa de impressão entre 80°C e 90°C. É recomendável reduzir a velocidade de impressão, usar ventilação forçada e acertar as configurações de retração e fluxo para obter os melhores resultados.
4. Qual é a principal diferença entre o PETG XT e o ABS em termos de impressão 3D?
A principal diferença entre o PETG XT e o ABS está na resistência a flexão e ao impacto. O PETG XT é mais flexível e tem alta tenacidade, enquanto o ABS oferece resistência ao impacto superior. Além disso, o PETG XT é seguro para alimentos, enquanto o ABS não é. As temperaturas de impressão e a necessidade de mesa aquecida também variam entre os dois materiais.
5. Quais são as semelhanças e diferenças entre o PETG XT e o PLA?
Tanto o PETG XT quanto o PLA têm menor encolhimento durante o resfriamento, mas o PETG XT encolhe um pouco mais. Ambos são materiais duráveis, mas o PETG XT é mais forte e resistente a flexão. No entanto, o PETG XT é mais propenso a arranhões do que o PLA. Além disso, o PETG XT se beneficia de uma mesa aquecida para uma melhor fixação.
Conheça e garanta agora este material incrível aqui mesmo!
Você quer aprender ainda mais sobre impressão 3d, siga nosso canal do youtube e se torne um expert em impressão 3D!
Assista a review do Filamento PETG XT pelo Canal Br Makers: