
3 Dicas para evitar o stringing com o filamento 3D PETG
Evitar o aparecimento de stringing quando se utiliza o filamento 3D PETG é importante para obter qualidade na impressão 3D
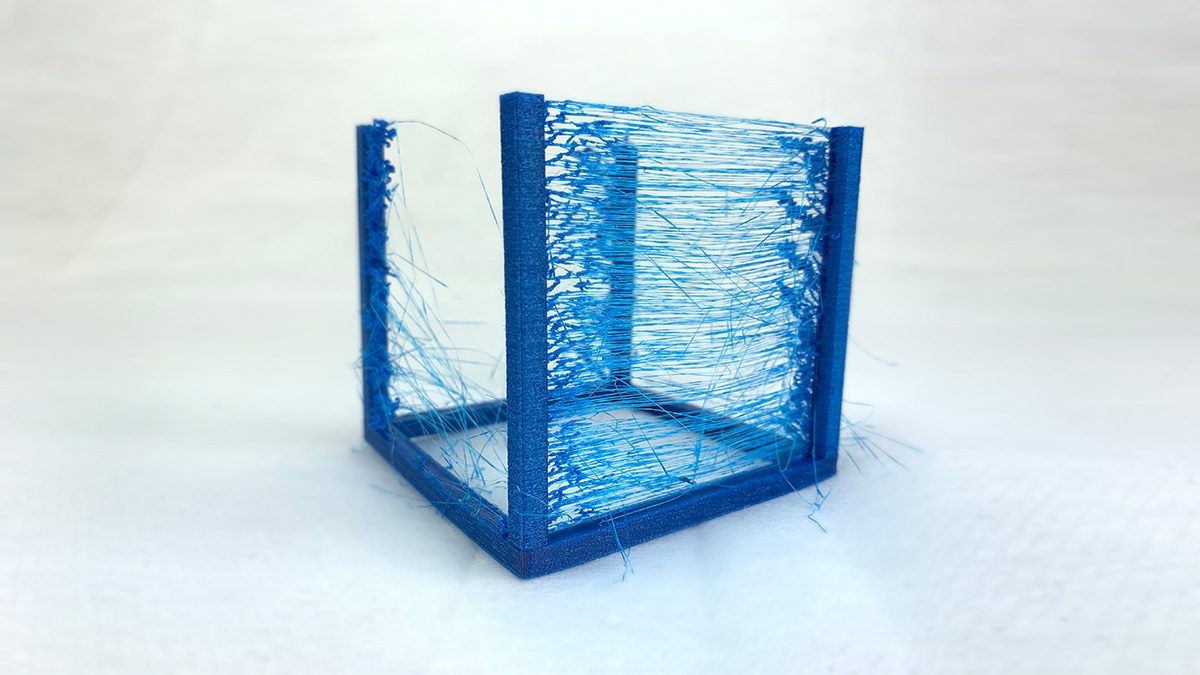
O stringing é um problema comum no mundo da impressão 3D, principalmente quando se leva em conta a configuração das impressoras 3D e no derretimento dos filamentos.
Esse derretimento faz o filamento escorrer enquanto o bico extrusor está se movimentando entre dois locais de depósito no processo de fabricação da peça de impressão 3D.
O problema do stringing faz com que a peça possua a impressão de ter alguns “pelos” ou “fiapos”, e o filamento 3D PETG é conhecido por facilitar o aparecimento de strings devido a sua alta temperatura para garantir um bom fluxo de material para o bico extrusor.
A temperatura alta facilita com que escorra filamentos pelo bico enquanto este viaja e, consequentemente o aparecimento das strings.
Veja abaixo as dicas para evitar o aparecimento do stringing quando se utiliza o filamento 3D de PETG.
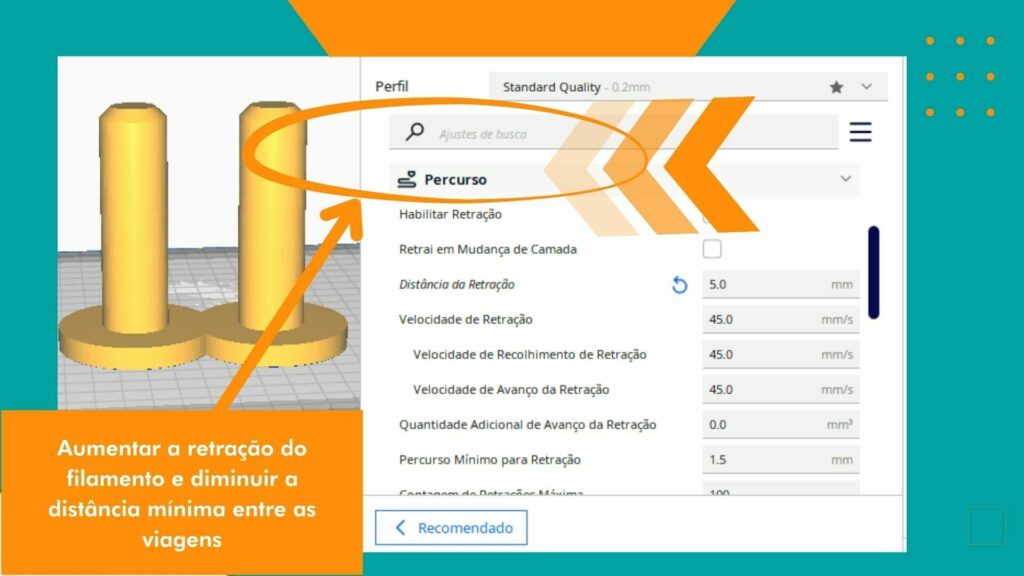
Dica #1 para evitar o stringing com o Filamento 3D PETG – Aumentar a retração do filamento e diminuir a distância mínima entre as viagens
Caso o problema do stringing esteja aparecendo quando se utiliza o filamento 3D PETG, uma das primeiras dicas de revisão nas configurações de impressão 3D é através da retração.
O motor de extrusão “puxa” o filamento de volta para dentro do bocal numa distância pré-definida e pode evitar que o filamento escorra em locais indevidos.
Tentar aumentar a configuração da distância de retração em incrementos regulares diretamente na configuração do software fatiador pode ser uma ótima forma de conhecer um pouco mais da sua impressora 3D, e qual se adapta melhor ao seu processo de impressão 3D.
Outro ponto importante é reduzir a distância mínima de deslocamento, que é a distância que o cabeçote de impressão 3D percorre antes de retrair completamente o filamento.
Esse detalhe garante que em até mesmo pequenas distâncias haja a retração correta do material e evita o aparecimento dos strings.
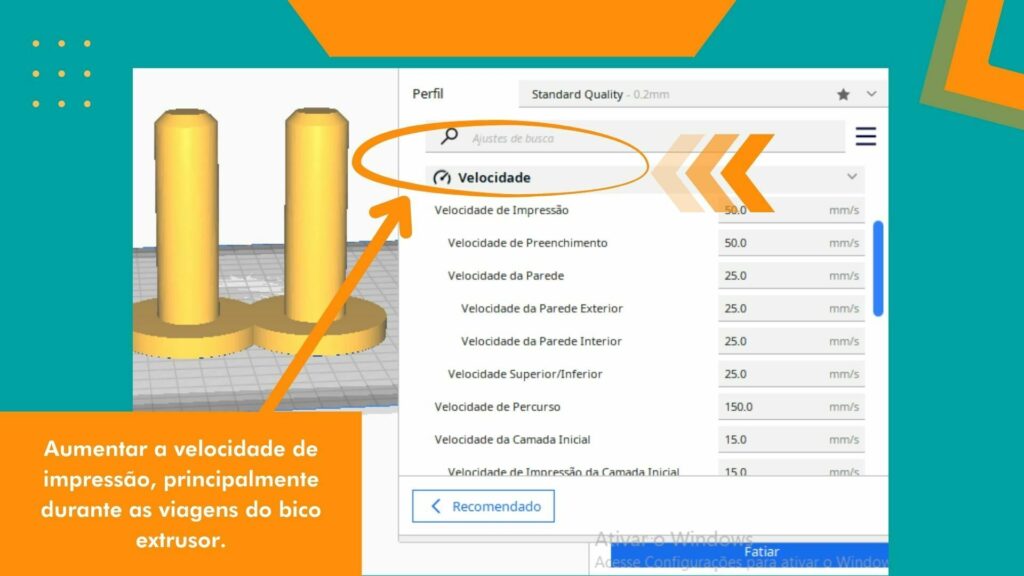
Dica #2 – Aumentar a velocidade de impressão, principalmente durante as viagens do bico extrusor
Entender que quanto mais rápido se move o bico extrusor entre dois pontos diferentes durante o processo de impressão 3D, menos tempo terá para ocorrer o vazamento de filamento.
Esta percepção é o ponto chave desta dica, que pode ser uma das soluções mais rápidas e fáceis para configurar no software de impressão 3D ou até mesmo diretamente no equipamento.
Aumentar gradativamente a velocidade da impressora 3D em incrementos regulares até encontrar a velocidade mais adequada para o processo de impressão 3D é o ideal para evitar o aparecimento de stringing quando se utiliza o filamento 3D PETG.
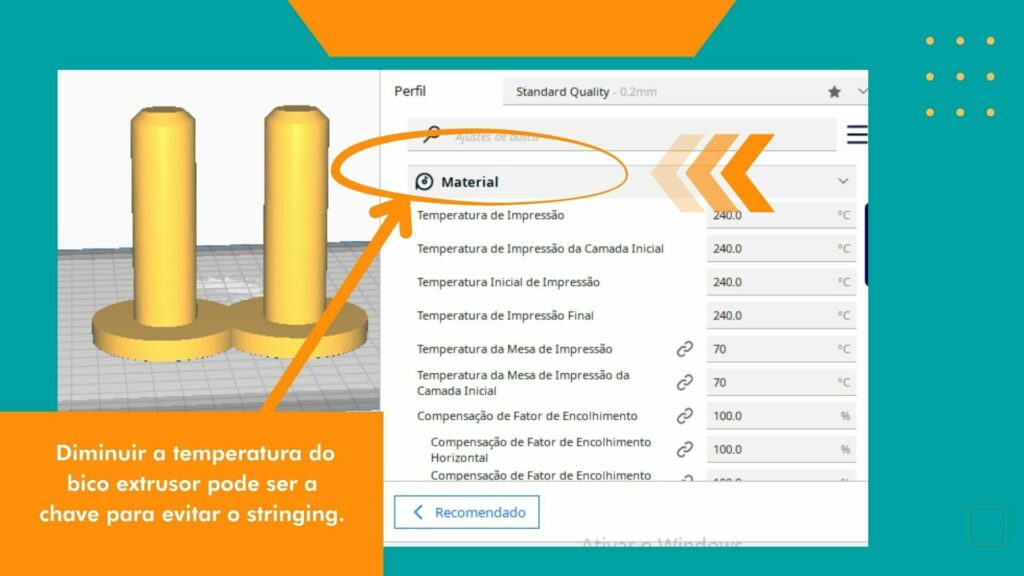
Dica #3 – Diminuir a temperatura do bico extrusor pode ser a chave para evitar o stringing
O filamento PETG necessita de altas temperaturas para que derreta adequadamente e não prejudique o processo de impressão 3D como um todo.
Caso a alteração das configurações de retração e velocidade de impressão não funcionarem adequadamente, é hora de pensar em diminuir um pouco a temperatura do bico extrusor.
Quando a temperatura está muito alta e de forma desnecessária, o filamento começa a escorrer livremente independente das configurações de retração, viagem entre os pontos de impressão ou a velocidade de impressão 3D.
Para ajustar adequadamente esta temperatura, é interessante imprimir o que se chama de bloco de calibração de temperatura ou “torre de temperatura”.
Alguns inclusive vem com instruções para encontrar a temperatura adequada para o processo de fabricação em um único teste, e é importante se preocupar com a temperatura no acabamento da peça impressa 3D.
Saiba mais!
Entender como ocorrem os problemas durante o processo de fabricação de uma peça impressa 3D é importante para a experiência final da impressão 3D e para obter qualidade nos objetos.
Evitar o aparecimento do stringing quando se utiliza o filamento 3D PETG é um dos pontos chave para se obter esse sucesso e prestar atenção as dicas acima é essencial!
Agora, depois de ler esse conteúdo, ficou o interesse de garantir o Filamento 3D PETG? Sem problemas, nós também temos essa opção para você!
Leia também: PLA EasyFill: uma possível alternativa ao PETG?