
Calibração do Extrusor da impressora 3D
Configuração mais importante da impressora 3D
Para garantir que nossos leitores tenham sempre as melhores experiências possíveis de impressão, vamos falar aqui de um assunto que, se você quer estar no mundo da impressão 3D, não tem como não saber. É, sem dúvida, uma das dicas mais importantes que já demos nos nossos artigos. É um dos primeiros passos que devem ser feitos logo que você tira sua impressora da caixa, por isso, não tem como você ter uma impressora 3D e não saber executar esse procedimento. Poucas impressoras dispensam sua execução, e as mais baratas precisam deste ajuste. O procedimento em questão é a calibração do extrusor da impressora, conhecido no mundo da impressão 3D como calibração de extrusor, e a medida comumente relacionada é chamada steps/mm.
Porque calibrar o extrusor?
O objetivo do procedimento é garantir que a quantidade de plástico que sai do bico de extrusão seja a quantidade que a impressora ‘ “pretende” que saia. O mecanismo de extrusão é realizado por um motor de passo e esse motor é responsável por alimentar o bico com um certo comprimento de filamento em milímetros, nosso objetivo é encontrar quantos passos do motor são necessários para extrusar 1mm de material.
Na maior parte dos casos, o bico extrusa uma quantidade menor do que o mecanismo da impressora considera, o que tem um péssimo efeito nos resultados da impressão. Esse comportamento é conhecido pelo termo “underextruding”, ou subextrusão. Alternativamente, o extrusor também pode estar sobreextrusando (“overextruding”), ou seja, realizando o comportamento oposto. O que não é, obviamente, desejável, mas não causa um efeito tão grave como a subextrusão. Por isso é tão importante fazer o ajuste de calibração de extrusor, mesmo se você já estiver utilizando a sua impressora há algum tempo.
Realize a calibração do extrusor antes de imprimir
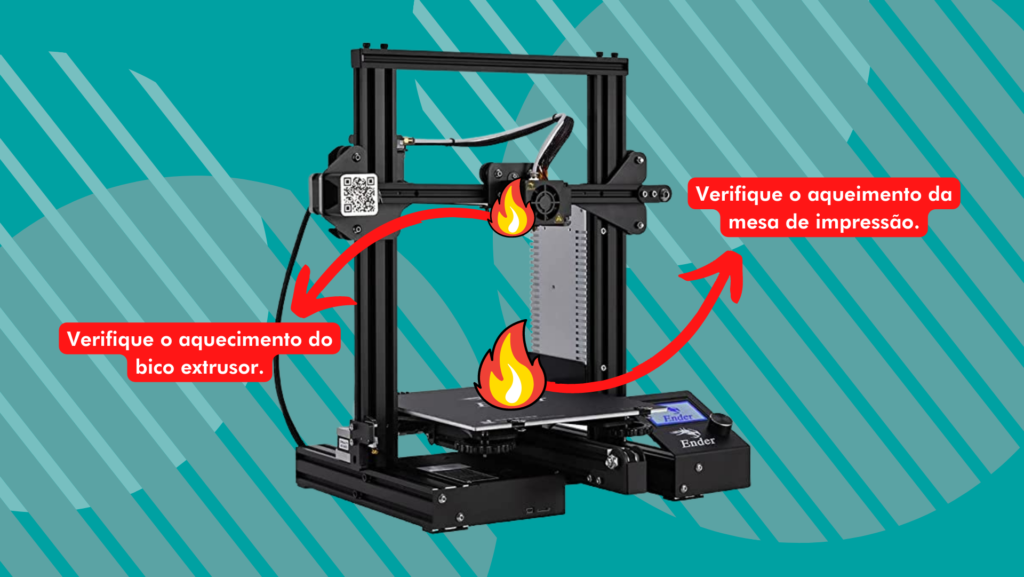
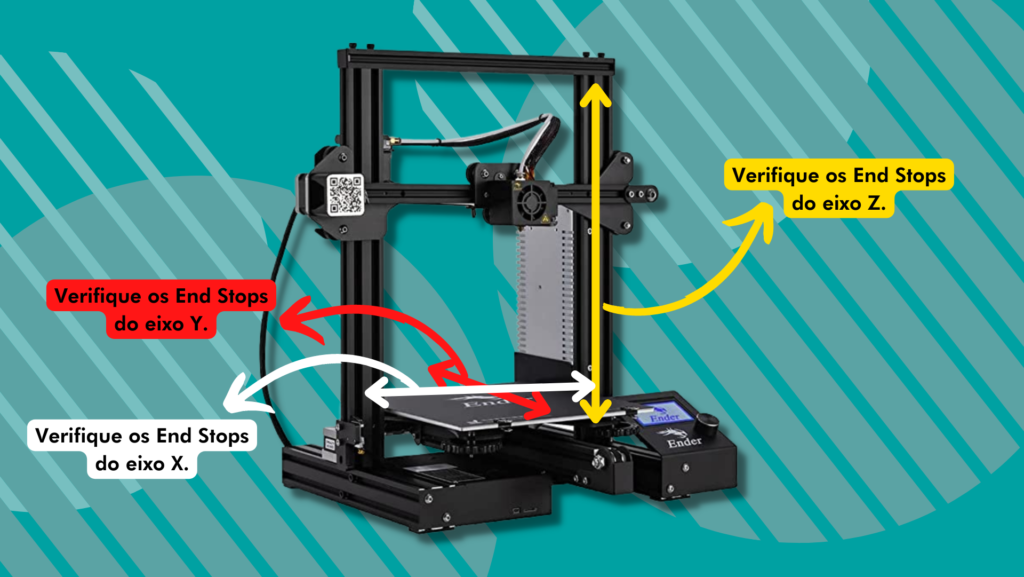
Vale aqui relembrar alguns passos importantes a se realizar quando você acabou de tirar sua impressora da caixa e a montou. Primeiramente, verifique o aquecimento da mesa de impressão. Verifique também o aquecimento do bico de extrusão. Teste também os end stops dos eixos x, y e z, para garantir que estão regulados corretamente. Faça o nivelamento da mesa (temos um artigo descrevendo uma técnica super simples e interessante para esse procedimento e também falamos sobre isso em nosso INICIAR) e, então, estamos prontos para fazer calibração de extrusor. E lembre-se: faça isso antes de imprimir sua primeira peça!
Como fazer a calibração do Extrusor?
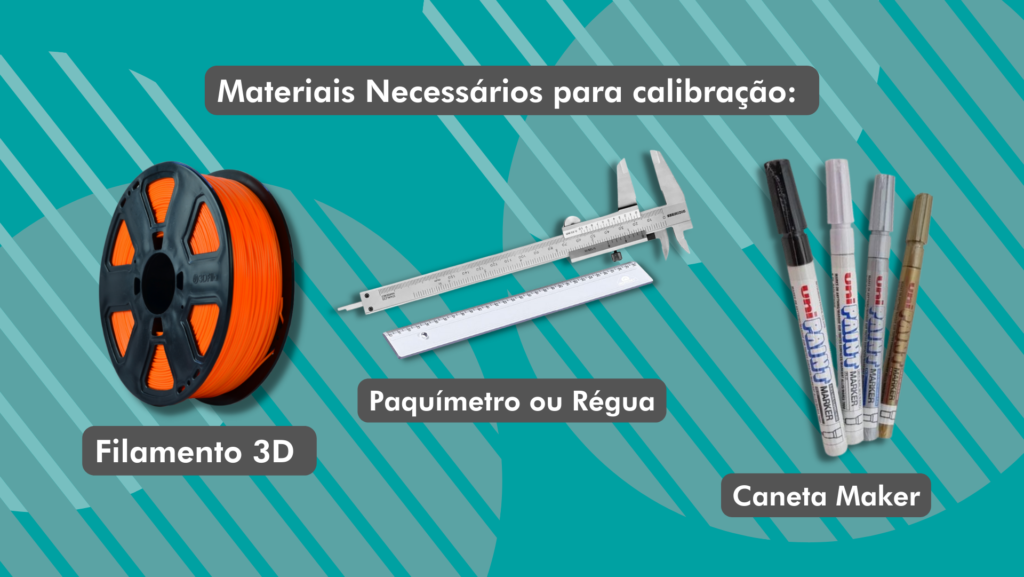
Você precisará de um instrumento de medição de comprimento. Pode ser um paquímetro, muito embora uma régua já seja suficiente. Tenha também em mãos uma caneta do tipo marker, para fazer marcações no filamento.
Aqui, faremos a calibração de extrusor em uma Creality Ender 3, mas o procedimento se aplica a praticamente qualquer outra impressora (obviamente, com diferenças nos modos de acesso à configuração, que são únicos de cada impressora). A primeira coisa a se fazer é aquecer o bico.

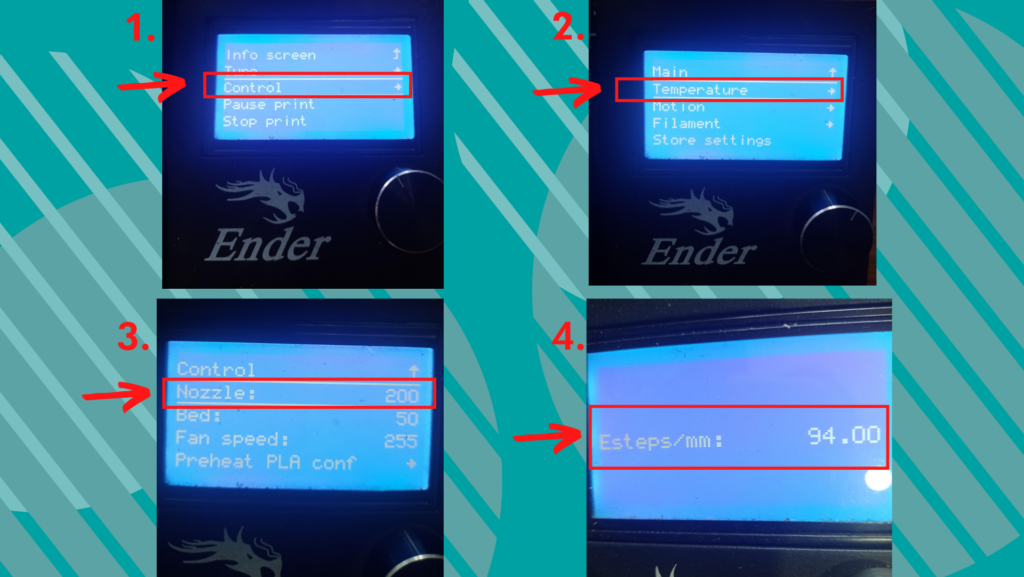
Para isso, no menu inicial da impressora, selecione Temperature e depois Nozzle. Gire o seletor para configurar 200 graus Celsius. Retornando ao menu inicial, selecione Advanced e, então, Esteps/mm. Você verá os valores correntes para a configuração de passos por mm para cada eixo e para o extrusor, que é o Esteps/mm. No nosso caso, o valor configurado é 94, o que significa que a impressora “entende” que precisa comandar 94 passos do motor para que 1mm de filamento seja extrudido.
Utilize a régua para marcar no filamento um comprimento inicial que você queira. Por exemplo neste caso, marcamos 100mm (10cm). Lembre-se de posicionar uma das pontas da régua o mais próximo possível do ponto onde o filamento entra no extrusor, e utilize a outra ponta da régua para marcar no filamento a posição, com a caneta. Por segurança, fizemos uma outra marcação 50mm além da primeira marcação. Pois a extrusão que vamos comandar pode ultrapassar nossa marcação inicial, o que por si também mostra a necessidade do procedimento de calibração de extrusor. No entanto, conforme escrito anteriormente, esperamos que haja subextrusão e, portanto, que a primeira marcação não seja ultrapassada.
Uma vez que o bico foi aquecido à temperatura desejada, garantimos que o filamento já estivesse sendo alimentado ao extrusor. No menu inicial da impressora, selecionamos Motion e Move Axis no submenu. Selecionamos, então, Extruder, para mover o filamento através do extrusor. Selecionamos Move 10mm e giramos o seletor para que o motor de passo do extrusor movesse 100mm de filamento (ou, pelo menos, o comprimento real de filamento que a configuração corrente faz o extrusor mover – é para que esse comprimento esteja de acordo com a configuração que estamos fazendo o calibração de extrusor)! Confirmamos o comando e deixamos a impressora extrudir o comprimento comandado.
Quando a impressora parar a extrusão, meça agora o comprimento entre a entrada do extrusor e a marca no filamento. Lembre-se que, idealmente, a marca deveria estar exatamente na entrada do extrusor. No entanto, no nosso caso, medimos um comprimento de 34mm! Isso significa que o comprimento que foi de fato extrudido foi de 100mm – 34mm, o que dá 66mm! Ou seja, nessa configuração de calibração de extrusor, a impressora extrude somente 66mm de filamento, enquanto “acha” que está extrudindo todos os 100mm.
Temos, portanto, um caso típico de subextrusão. Para realizar a calibração de extrusor e chegar o mais próximo possível do comprimento exato. Basta fazer uma regra de três muito simples: na primeira linha, temos que a configuração de 94 steps/mm resultou na extrusão de 66mm de material. Na segunda linha, “x” é nova configuração que queremos, e ela deverá causar a extrusão de 100mm de material. Portanto, a regra de três fica montada como se segue:
94 steps/mm – 66mm
x steps/mm – 100mm
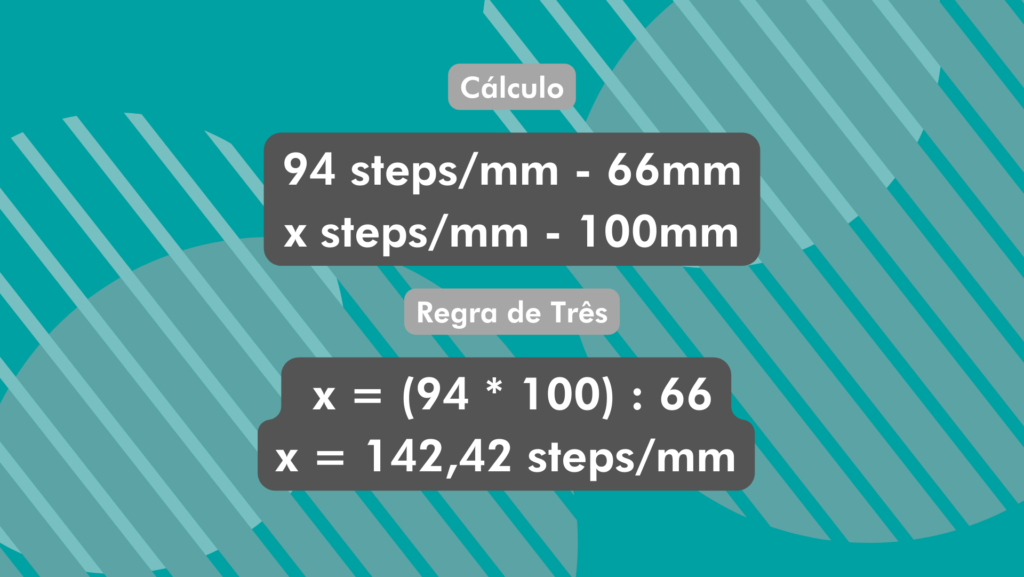
Resolvendo a regra de três, temos x = (94 * 100) : 66, portanto, x = 142,42 steps/mm. Munidos desse resultado, alteraremos agora a configuração e analisaremos a diferença no resultado!
Quase pronto!
Repetimos, então, o processo de configuração: no menu inicial, selecionamos Configuration, depois Advanced Settings e, então, Steps/mm. Selecionamos Esteps/mm e introduzimos 145, que é um número próximo a 142,42, mas que permite uma certa margem para erro. Lembre-se: preferimos um pouco de sobrextrusão a qualquer quantidade de subextrusão! Fizemos uma nova marcação entre a entrada do filamento no extrusor e os comprimentos de 100mm e 150mm, e comandamos a impressora para extrudir 100mm de material novamente.
Terminada a extrusão, verifique que a marca de 100mm foi levemente ultrapassada e, medindo o comprimento entre a entrada do extrusor e a segunda marca, verificamos que tivemos uma sobrextrusão de somente 2mm! Veja como o resultado ficou muito mais próximo do ideal após executarmos a calibração de extrusor e, conforme antecipamos, temos somente um pouco de sobrextrusão, para não corrermos o risco de ter ainda alguma subextrusão nas nossas configurações.
E por hoje é tudo! Esperamos que faça uso do procedimento de calibração de extrusor para ter sucesso nas suas impressões. Nós falamos sobre calibração e outros procedimentos na impressora no nosso guia INICIAR! Clique para conhecer!
Grande abraço, e até o próximo artigo!