
Vazios Importam na Impressão 3D? Na Verdade, os Vazios e a Falha Entre Camadas Definem a Resistência da Peça
A impressão 3D revolucionou a fabricação de componentes complexos, leves e personalizados. Em áreas como saúde, mobilidade assistiva, engenharia mecânica e manufatura avançada, ela permite criar geometrias que seriam quase impossíveis por métodos tradicionais. Mas existe um problema pouco visível e altamente crítico: o interior da peça pode esconder falhas que comprometem sua resistência real.

Esse é o ponto central da pesquisa apresentada por Dora, PhD em Engenharia Mecânica, ao discutir uma ideia provocativa: “o nada” dentro da impressão 3D importa — e muito. O “nada” são os vazios invisíveis, as regiões onde o material não foi depositado como deveria, e a área real de contato entre as camadas, que muitas vezes é menor do que parece.
Quando essas falhas passam despercebidas, a peça pode até sair visualmente perfeita, ser aprovada em testes iniciais e ainda assim falhar em campo. Em aplicações críticas, como uma prótese, isso não é apenas um problema técnico. É um problema de segurança, confiabilidade e responsabilidade.
O que realmente causa falhas inesperadas em peças impressas em 3D
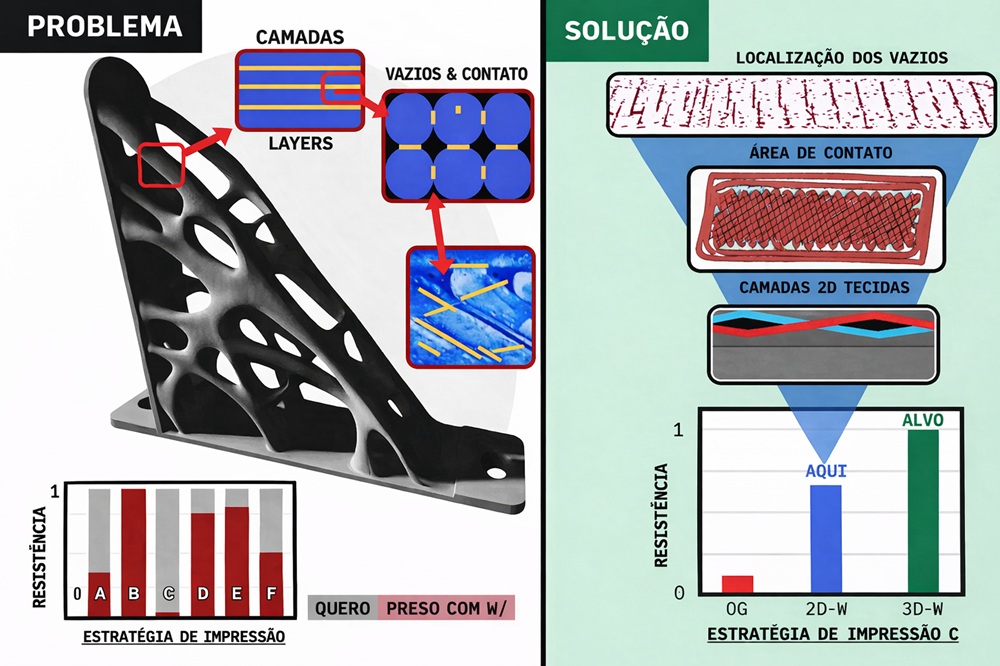
A fala parte de um exemplo impactante: um suporte estrutural otimizado por topologia. Em termos simples, trata-se de uma peça que começou como uma versão robusta e “maciça”, depois foi aliviada por software sem perder, em teoria, sua resistência necessária. O resultado é uma forma orgânica, leve, altamente eficiente e ideal para fabricação por impressão 3D.
No laboratório, tudo pode parecer certo. A peça é fabricada, o acabamento é bom, os testes iniciais são satisfatórios. Então ela é colocada em uso real. E falha.
A explicação está em dois defeitos fundamentais do processo aditivo:
1. Vazios internos
Os vazios são lacunas microscópicas ou regiões sem material suficiente entre linhas e camadas impressas. Eles funcionam como pontos de fraqueza estrutural. Mesmo quando a peça parece íntegra por fora, internamente ela pode conter descontinuidades que reduzem sua capacidade de suportar carga, impacto ou fadiga.
Em termos práticos, esses vazios ajudam a explicar por que duas regiões da mesma peça, produzidas com o mesmo material e no mesmo processo, podem apresentar resistências muito diferentes.
2. Baixa área de contato entre camadas
Na impressão 3D, a peça é construída camada por camada. A resistência final depende não só do material, mas também de quanto uma camada realmente se une à outra. Esse contato efetivo pode ser menor do que o projetista imagina.
Isso significa que a peça não falha apenas porque há “buracos”, mas também porque as interfaces entre camadas não estão se conectando de forma suficientemente robusta. Em outras palavras: a adesão intercamadas pode ser o elo fraco da estrutura.
Por que a resistência da impressão 3D é tão variável
Um dos aspectos mais relevantes da apresentação é a variabilidade de desempenho. Em vez de comportamento uniforme, a peça impressa pode ter “ramos” ou regiões muito mais fracos do que outros, mesmo quando todos foram produzidos no mesmo job, com o mesmo polímero e sob as mesmas configurações gerais.
Essa inconsistência é um dos maiores desafios da manufatura aditiva. O problema não é apenas atingir alta resistência em algumas amostras. O verdadeiro desafio é garantir previsibilidade.
Na engenharia, previsibilidade é confiança. E em produtos de uso humano, confiança é requisito básico.
Como “ver o nada” dentro da peça impressa
A primeira grande pergunta da pesquisa foi: é possível enxergar o que não foi impresso corretamente?
A resposta apresentada foi sim. Com código desenvolvido especificamente para esse objetivo, tornou-se possível mapear os vazios, localizar onde estão no espaço, medir seu tamanho e calcular a área de contato real entre camadas. Com isso, passa a ser viável prever por que uma peça é fraca e exatamente onde ela tende a falhar.
Esse ponto é especialmente valioso para engenharia de produto, controle de qualidade e validação de componentes. Quando a fraqueza deixa de ser invisível, a análise estrutural deixa de depender apenas de tentativa e erro.
A solução inspirada em tijolos e tecidos
A segunda pergunta da pesquisa foi ainda mais importante: dá para corrigir esse problema?
Novamente, a resposta foi sim.
A inspiração não veio de uma tecnologia futurista, mas de um princípio antigo e comprovado. Paredes de tijolos não são construídas empilhando juntas perfeitamente alinhadas. Elas alternam e intertravem os elementos para distribuir melhor os esforços. Tecidos fazem algo semelhante ao entrelaçar fibras.
A proposta aplicada à impressão 3D foi explorar camadas tecidas, em vez de simplesmente sobrepor trilhas de material de forma repetitiva e convencional.
O que são camadas tecidas 2D na impressão 3D
As chamadas camadas tecidas 2D buscam conectar, em duas dimensões, regiões que antes ficariam separadas por vazios ou por geometrias de deposição desfavoráveis. Em vez de um padrão que reforça descontinuidades, o material passa a “costurar” zonas críticas da peça.
O resultado apresentado foi promissor: a pior condição de desempenho observada, identificada como “C”, avançou até cerca de 60% do melhor desempenho, identificado como “B”.
Isso não significa que o problema esteja totalmente resolvido. Mas mostra que o caminho para reduzir variabilidade e aumentar confiabilidade é real, mensurável e tecnicamente plausível.
O próximo passo: tecelagem 3D de camadas
Se a estratégia 2D já mostrou ganho estrutural relevante, o avanço natural é a investigação de padrões 3D de entrelaçamento. A lógica é clara: se o problema acontece em volume, a resposta mais robusta pode estar em conectar o material também em volume.
Esse próximo estágio pode abrir caminho para peças impressas com comportamento mecânico mais homogêneo, menos suscetíveis a falhas inesperadas e mais adequadas para aplicações críticas.
Por que isso importa tanto em próteses e peças de segurança
Uma prótese não recebe uma segunda chance depois que quebra. O mesmo vale para o usuário que depende dela. Esse trecho da apresentação resume a urgência do tema.
Em aplicações biomédicas, aeroespaciais, automotivas, industriais e assistivas, falhas imprevisíveis não são meros inconvenientes. Elas podem causar lesões, paradas operacionais, perdas financeiras e danos reputacionais.
Por isso, a discussão sobre vazios, adesão entre camadas e arquitetura de deposição não é acadêmica demais para o mercado. É exatamente o tipo de conhecimento que separa uma peça “impressa” de uma peça “confiável”.
O principal ensinamento para a indústria de impressão 3D
A grande mensagem é simples:
o desempenho de uma peça impressa em 3D não depende apenas do material ou do desenho externo, mas da qualidade invisível da sua estrutura interna.
Isso muda a forma de pensar projeto, validação e fabricação aditiva. Em vez de perguntar apenas “a peça saiu?”, a pergunta passa a ser:
como essa peça está conectada por dentro e onde ela realmente pode falhar?
Conclusão
Nada importa na impressão 3D?
Importa, sim.
Os vazios importam. A área de contato entre camadas importa. A orientação de deposição importa. A arquitetura interna importa. E tudo isso importa ainda mais quando a peça será usada por alguém que precisa confiar nela.
A pesquisa apresentada mostra que o futuro da impressão 3D confiável não depende só de imprimir geometrias incríveis, mas de enxergar, medir e eliminar o que hoje permanece oculto. Ao mapear o “nada” e redesenhar a forma como as camadas se conectam, torna-se possível construir peças mais previsíveis, mais resistentes e mais seguras.
Em setores onde a falha não é aceitável, isso deixa de ser inovação incremental. Passa a ser uma necessidade.
Perguntas Frequentes (FAQ)
Esta pesquisa vale para toda impressão 3D?
Não. Pelo contexto da apresentação, o foco está principalmente em Material Extrusion (ME), também chamada de Fused Filament Fabrication (FFF/FDM). Isso é importante porque o problema dos vazios gerados pela deposição em trilhas e pela união entre camadas aparece de forma mais evidente nesse tipo de processo.
Então SLA, SLS, MJF e metal não têm esse problema?
Têm defeitos possíveis, mas não exatamente da mesma forma. Em FDM/FFF, a fraqueza costuma estar muito ligada ao caminho do bico, aos vazios entre linhas e à adesão intercamadas. Já em processos a pó, resina ou metal, podem existir porosidade, defeitos de fusão, cura incompleta, delaminação ou variações microestruturais, mas a origem física muda. O mais correto é dizer que cada família de manufatura aditiva tem seus próprios mecanismos de falha.
O que são “vazios” na impressão 3D?
São pequenas regiões internas onde o material não ocupou totalmente o espaço esperado. Na prática, são lacunas microscópicas ou mesoscópicas entre cordões extrudados ou entre camadas. Esses vazios reduzem a seção resistente da peça e podem concentrar tensões, tornando o desempenho mecânico mais imprevisível.
O que é a “área de contato” entre camadas?
É a área real de união entre uma camada e a próxima. Mesmo quando duas camadas parecem encostadas, o contato efetivo pode ser menor do que o imaginado. Quanto menor essa área, menor tende a ser a adesão entre camadas e maior o risco de ruptura por delaminação.
Por que peças feitas com o mesmo material podem ter resistências diferentes?
Porque a resistência final não depende apenas do polímero. Ela depende também de temperatura, fluxo, velocidade, altura de camada, largura de extrusão, orientação da peça, resfriamento, umidade do filamento e trajetória do toolpath. Os comentários mostram bem isso: muita gente percebe na prática que duas peças “iguais” podem se comportar de forma diferente justamente por pequenas variações de processo.
A pesquisa diz que peças impressas em 3D são inseguras?
Não. A mensagem central não é “impressão 3D é ruim”, e sim que peças críticas não deveriam depender de propriedades internas invisíveis sem medição, previsão e controle adequados.
Uma prótese impressa em 3D realmente pode quebrar sem aviso?
Pode, dependendo do projeto, do processo, do material, do uso e da validação. Em aplicações assistivas ou médicas, o problema não é só a ruptura em si, mas a imprevisibilidade da falha. A ideia do artigo deve reforçar que, em itens de uso humano, confiabilidade é mais importante do que apenas “passar em um teste isolado”.
Não basta aumentar o fluxo para eliminar os vazios?
Aumentar o flow/extrusion multiplier pode reduzir vazios, sim, e em alguns casos melhora a adesão entre linhas e camadas. Mas isso não resolve tudo. Overextrusão pode trazer perda dimensional, piora de acabamento, excesso de material em cantos, problemas de tolerância e outros defeitos. O ponto da pesquisa não é negar que ajustes de processo ajudem, mas mostrar que existe um problema estrutural mensurável que pode exigir estratégias de trajetória e arquitetura de deposição, não apenas “mais material”.
Secar o filamento ajuda a reduzir porosidade?
Sim, em muitos casos ajuda bastante. Filamento úmido pode gerar bolhas, pior acabamento e perda de desempenho mecânico. Mas secagem e controle de umidade não eliminam sozinhos os vazios geométricos criados pela forma como os cordões são depositados. Ou seja: secar o filamento é uma boa prática, mas não substitui o estudo da união entre linhas e camadas.
Temperatura maior resolve a falta de união entre camadas?
Pode melhorar a fusão e a adesão intercamadas, especialmente dentro de uma faixa segura de processo. Só que temperaturas mais altas também podem causar degradação térmica, excesso de fluidez, defeitos superficiais e perda de precisão. Em outras palavras, a temperatura influencia muito, mas não transforma automaticamente uma arquitetura fraca em uma arquitetura robusta.
Annealing resolve o problema?
Pode ajudar em alguns materiais e geometrias, e isso apareceu bastante nos comentários. Porém annealing costuma trazer trade-offs: deformação, mudança dimensional, necessidade de suporte granular ou controle muito fino do processo. Além disso, nem sempre ele “apaga” todos os defeitos internos da forma desejada. Para o artigo, o ideal é posicionar o annealing como estratégia complementar, não como solução universal.
O que são camadas “tecidas” ou intertravadas?
São padrões de deposição que tentam fazer com que o material se conecte de forma mais eficiente entre regiões, de modo semelhante ao intertravamento de tijolos em alvenaria ou ao entrelaçamento de fibras em tecidos. A lógica é aumentar a continuidade estrutural e reduzir a sensibilidade a vazios e interfaces fracas.
“Brick layers” e interlocking layers já não existem há anos?
A ideia de intertravamento não é nova, mas ainda há debate sobre sua eficácia prática, adoção em slicers, limitações industriais e possíveis barreiras de propriedade intelectual. Então o artigo pode reconhecer isso com honestidade: a novidade não está necessariamente na metáfora do tijolo, e sim em como localizar os vazios e adaptar a deposição para atacá-los de forma mais inteligente.
Por que isso ainda não está nos slicers populares?
Complexidade de implementação, prioridades comerciais, limitações de interface, falta de validação industrial ampla e possíveis disputas envolvendo patentes. Para o artigo, vale tratar isso com equilíbrio: nem toda ideia tecnicamente plausível vira recurso de mercado rapidamente, especialmente quando exige mudanças profundas no planejamento de toolpath.
Há consenso de que camadas intertravadas são melhores?
Não. Dá para ver claramente que existe divergência. Podem existir alguns ganhos, mas o efeito é pequeno ou equivalente ao que já se consegue com ajustes de fluxo e temperatura. Ou seja, há potencial, mas ainda existe debate técnico sobre quando, quanto e em quais condições a técnica realmente melhora a peça.
O que significa “ver o nada” dentro da peça?
Significa identificar e medir aquilo que normalmente fica invisível: onde estão os vazios, qual o tamanho deles e qual a área real de união entre as camadas. Essa etapa é importante porque transforma uma suspeita qualitativa em um problema quantitativo. A partir daí, fica possível prever regiões fracas e comparar estratégias de fabricação com mais rigor.
Isso melhora só a resistência máxima ou também a confiabilidade?
As duas coisas podem melhorar, mas o ganho mais importante é a previsibilidade. Para aplicações críticas, não basta ter uma amostra muito forte; é preciso reduzir a variabilidade entre regiões da peça e entre peças produzidas no mesmo processo.
Não seria melhor moldar ou fundir a peça em vez de usá-la impressa?
Em alguns casos, sim. Vários comentários levantaram isso: imprimir um protótipo, criar um molde e depois fundir ou vazar uma peça pode gerar propriedades mais previsíveis. O problema é que isso adiciona custo, etapas, tempo e, às vezes, elimina parte da principal vantagem da impressão 3D: fazer geometrias complexas e personalizadas sem ferramental dedicado. Depende do caso de uso.
Então impressão 3D serve mais para protótipo do que para peça final?
Não necessariamente. Impressão 3D já é usada em peça final em vários setores. A questão é que nem toda peça, material, orientação e processo oferecem o mesmo nível de confiança estrutural. O mais correto é dizer que a impressão 3D pode sim servir para uso final, desde que projeto, processo, validação e aplicação estejam alinhados.
Projetar a peça conforme a anisotropia já não resolve?
Ajuda muito. Isso faz sentido e é prática comum. Mas a própria existência dessa exigência mostra o problema: a peça continua dependente de uma direção preferencial de resistência. O objetivo da pesquisa parece ser reduzir essa limitação e tornar o comportamento mais homogêneo, menos sensível à orientação.
Altura de camada menor ajuda?
Em muitos cenários, sim. Camadas menores podem melhorar a qualidade de contato e reduzir certos vazios, mas também aumentam tempo de fabricação e não resolvem sozinhas todo o problema da arquitetura interna. De novo: ajudam, mas não substituem uma estratégia global de deposição.
Largura de linha, pressão e nozzle diferente podem influenciar?
Sim. Tudo isso mostra que há muito espaço de pesquisa em geometria do cordão, forma do bico, dinâmica de deposição e planejamento do caminho. Para o FAQ, vale responder que sim: o comportamento interno da peça é extremamente sensível a esses parâmetros.
Impressão não planar poderia ajudar?
Talvez, dependendo da geometria e do tipo de carregamento. Ela pode reduzir algumas interfaces críticas e alinhar melhor o material ao fluxo de esforços. Mas é uma solução mais complexa, ainda longe de ser padrão na maioria dos fluxos industriais e hobbyistas.
O principal problema é o material ou o slicer?
Os dois importam. Slicer e o toolpath têm papel central. Mesmo com máquina boa e material bom, uma estratégia ruim de deposição pode introduzir fraquezas evitáveis. Por isso, a promessa de soluções baseadas em software gera tanto interesse: em tese, elas podem melhorar resultados sem exigir trocar todo o hardware.
Isso já pode ser aplicado no mercado hoje?
Ainda parece mais promissor do que consolidado. O vídeo indica resultados iniciais encorajadores, especialmente com camadas tecidas 2D, mas o próprio debate nos comentários mostra que a adoção prática ampla ainda depende de mais validação, integração em softwares e comparação rigorosa com abordagens já conhecidas.
O que enfraquece uma peça impressa em 3D?
Principalmente vazios internos e baixa adesão entre camadas, especialmente em FDM/FFF.